









.avif)
.avif)
.avif)



.avif)











.avif)
.avif)
.avif)
.avif)
























.avif)
.avif)
.avif)
Research
Research for more efficient technologies
We are the first point of contact for the development of new, innovative methods.
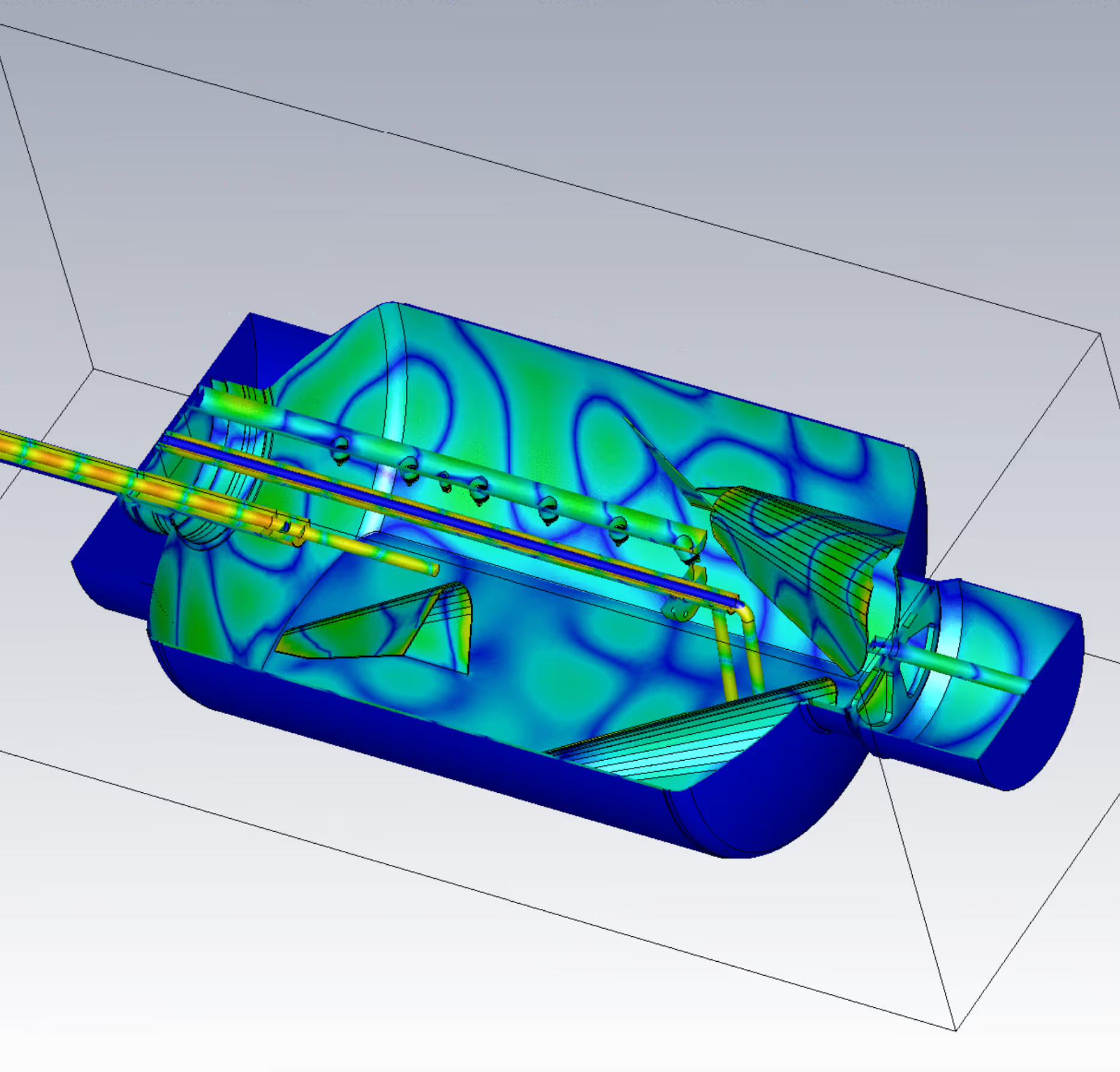
Physical simulation for predictable success in your projects
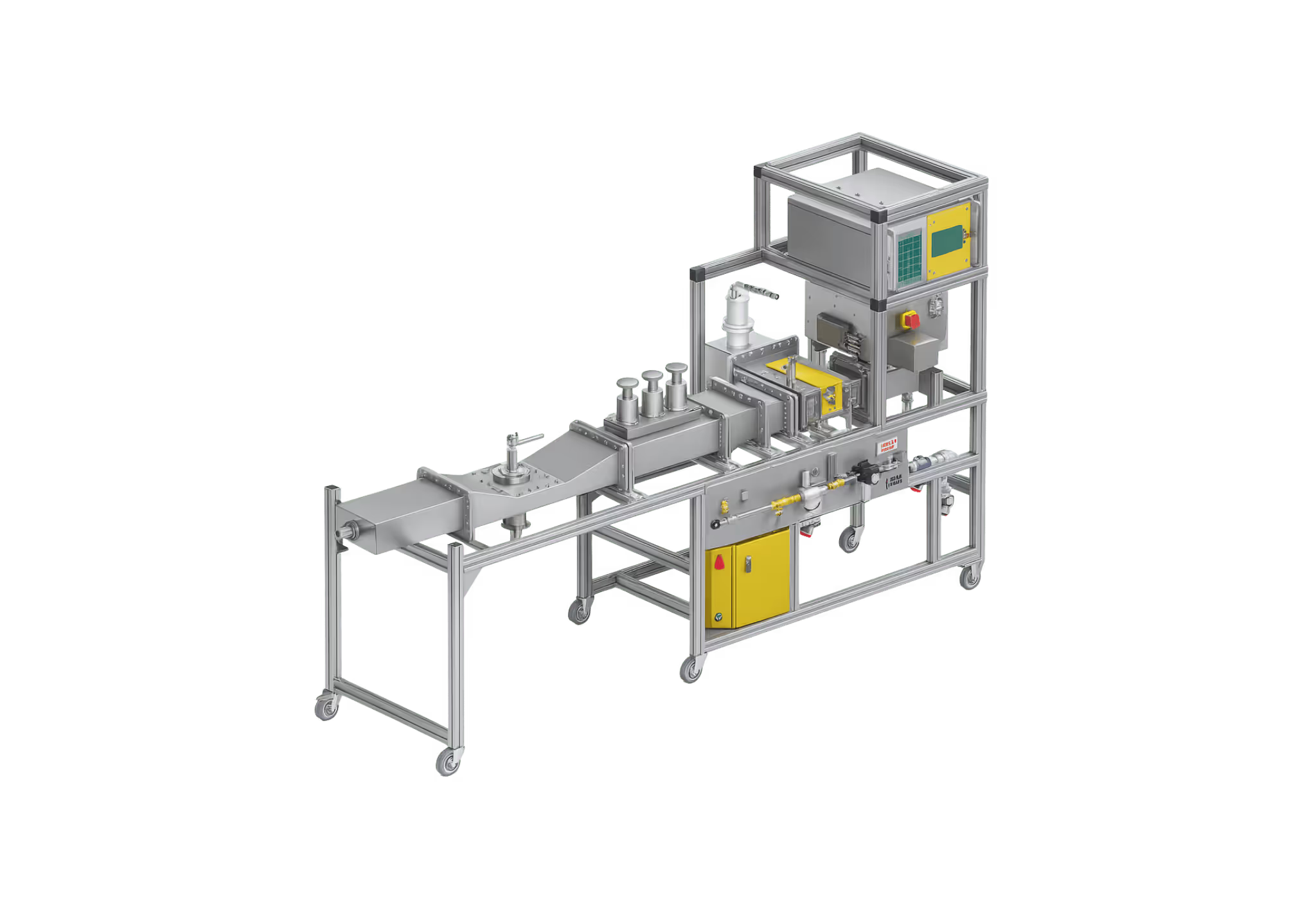
Fricke und Mallah Microwave Technology GmbH is the first port of call for the development of new, innovative processes. This is recognized in industrial and scientific research. Our services include process analysis and consulting. An important part of this is the well-founded and realistic physical simulations, which ensure that customer and research projects can be planned for success. This saves time and resources.
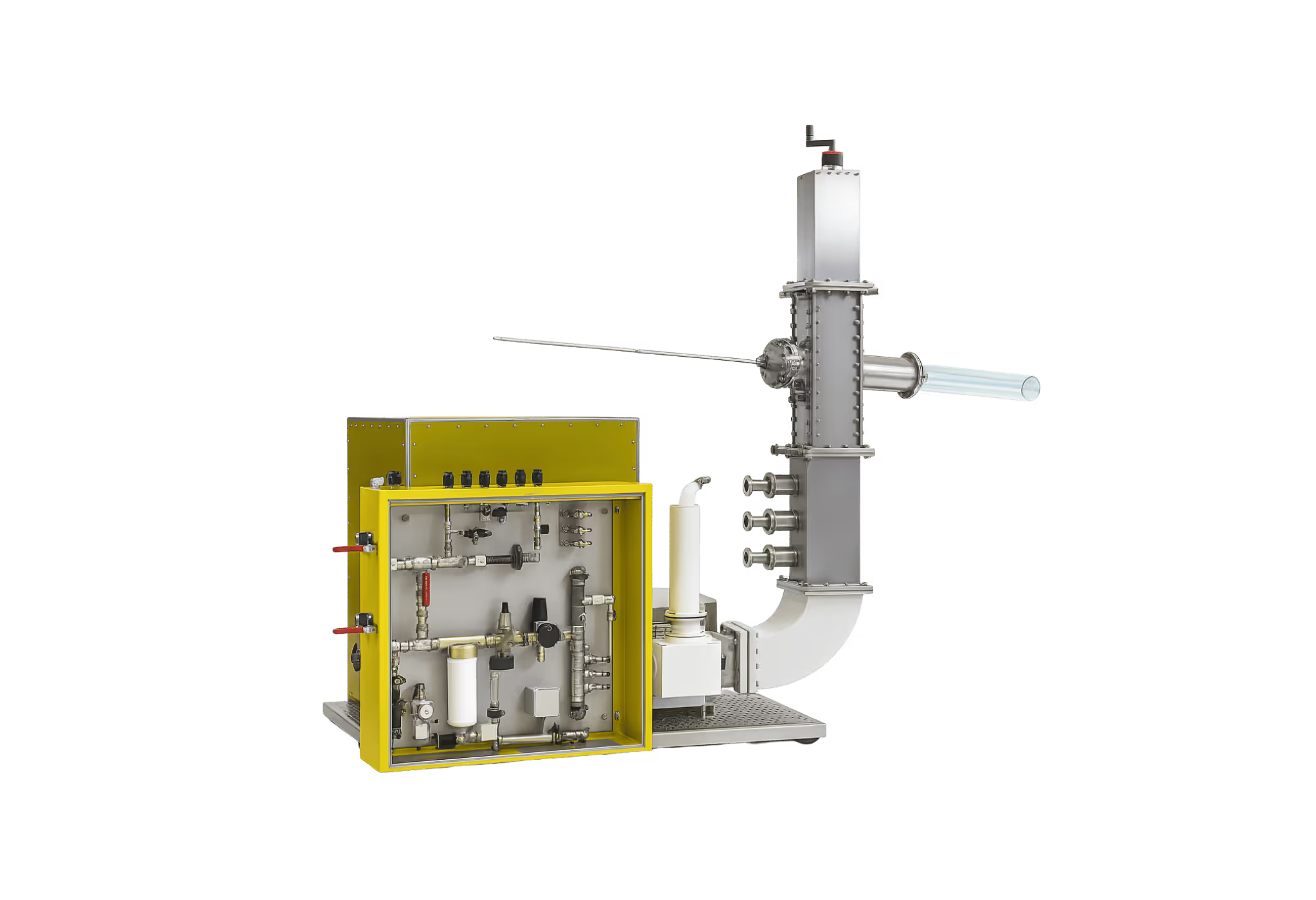
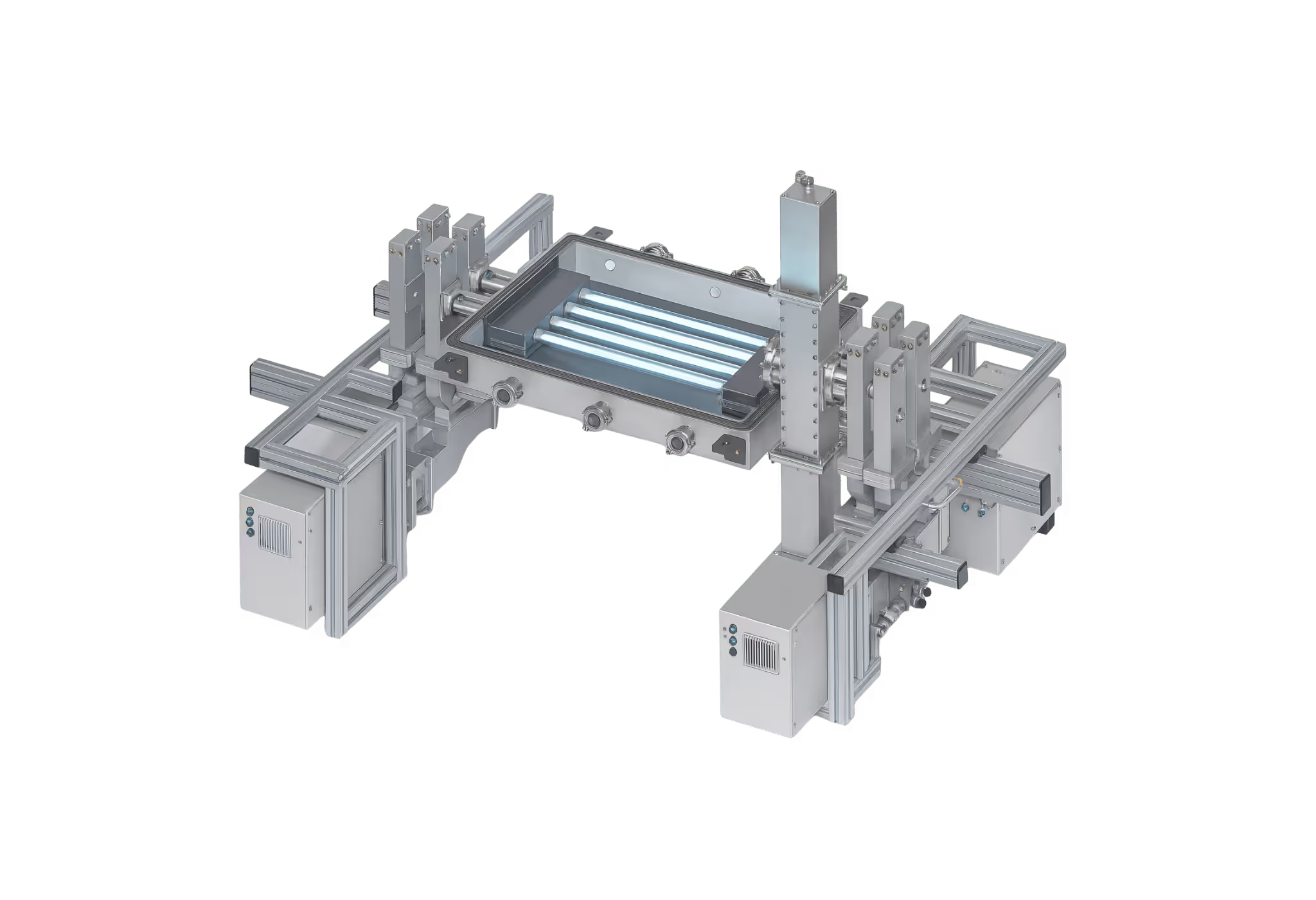
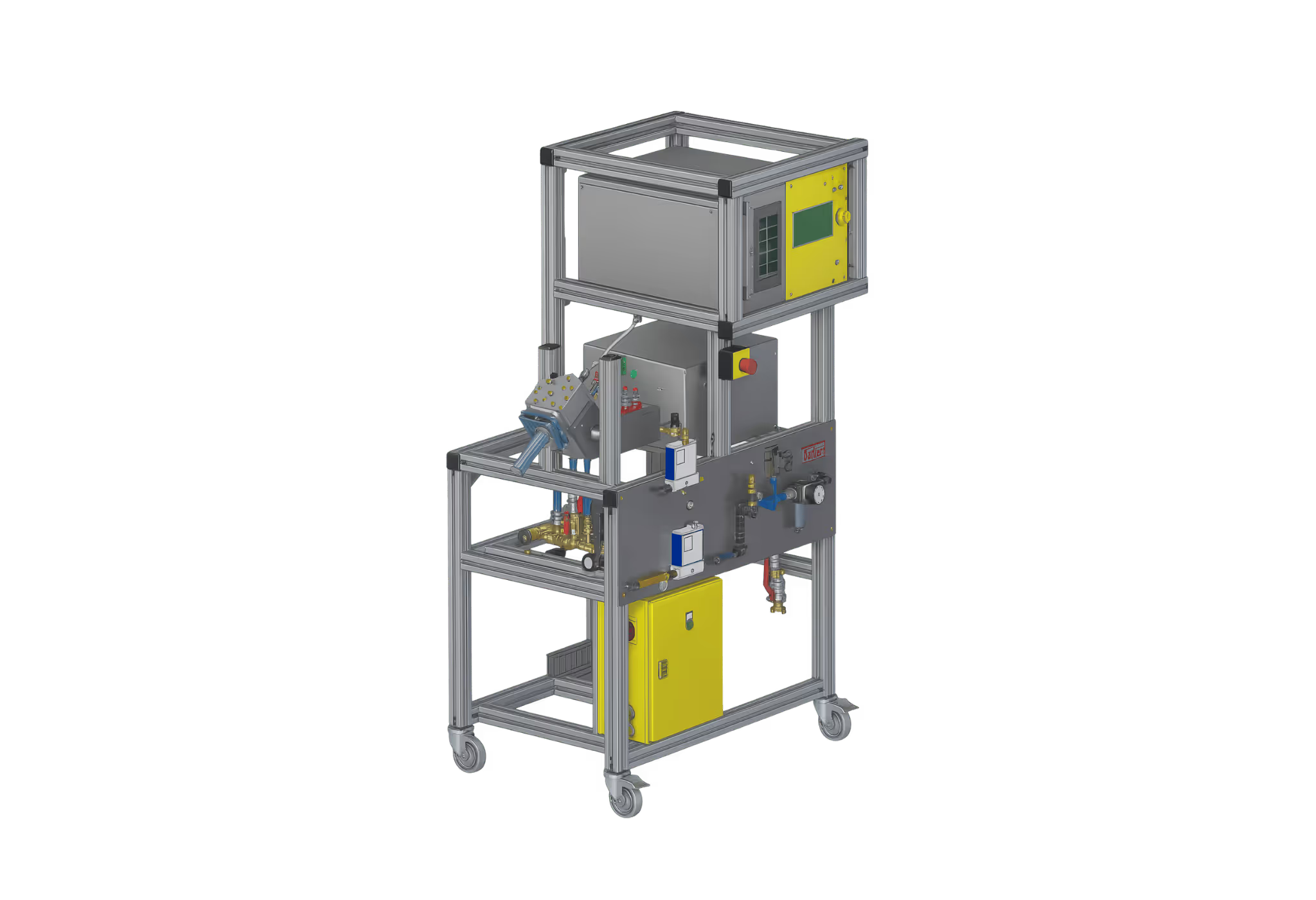
A selection of our research projects
Get an overview of some of the research projects we have been involved in.



Our partners from the world of science
We work together with numerous partners from the world of science, with whom we implement innovative projects.
Our EU research partners
An overview of our EU research partners with whom we realize great projects.
Have we convinced you?
Get in touch with our team in just a few simple clicks through our website! Our experts will contact you as soon as possible.
