

Microwave Systems
Plasma Technology
Microwave Generators
Magnetron Generators
High-quality microwave generators
Solid State Generators
High-quality microwave generators
Microwave Technology
Magnetrons
Magnetrons for high-frequency applications
Components
Components for microwave generators
Measurement Technology
Measurement technology for generators
Overview
Who we are
The 30+ year history behind our company
Careers
Your career at a globally growing leader
Research
Leading global research in the industry
News
News all around Fricke and Mallah
Applications
All Applications
Showing 123 out of 123 products
Thank you! Your submission has been received!
Oops! Something went wrong while submitting the form.
All Systems
Tunnel Ovens
Chamber Ovens
Solid State Generators
Magnetron-based Generators
Plasma
Frequent search queries
No products found
Unfortunately, we could not find any results for your search term.









.avif)
.avif)
.avif)





.avif)








%2C%203%20kW%202450%20MHz.png)




.avif)
.avif)
.avif)
.avif)

























.avif)
.avif)
.avif)
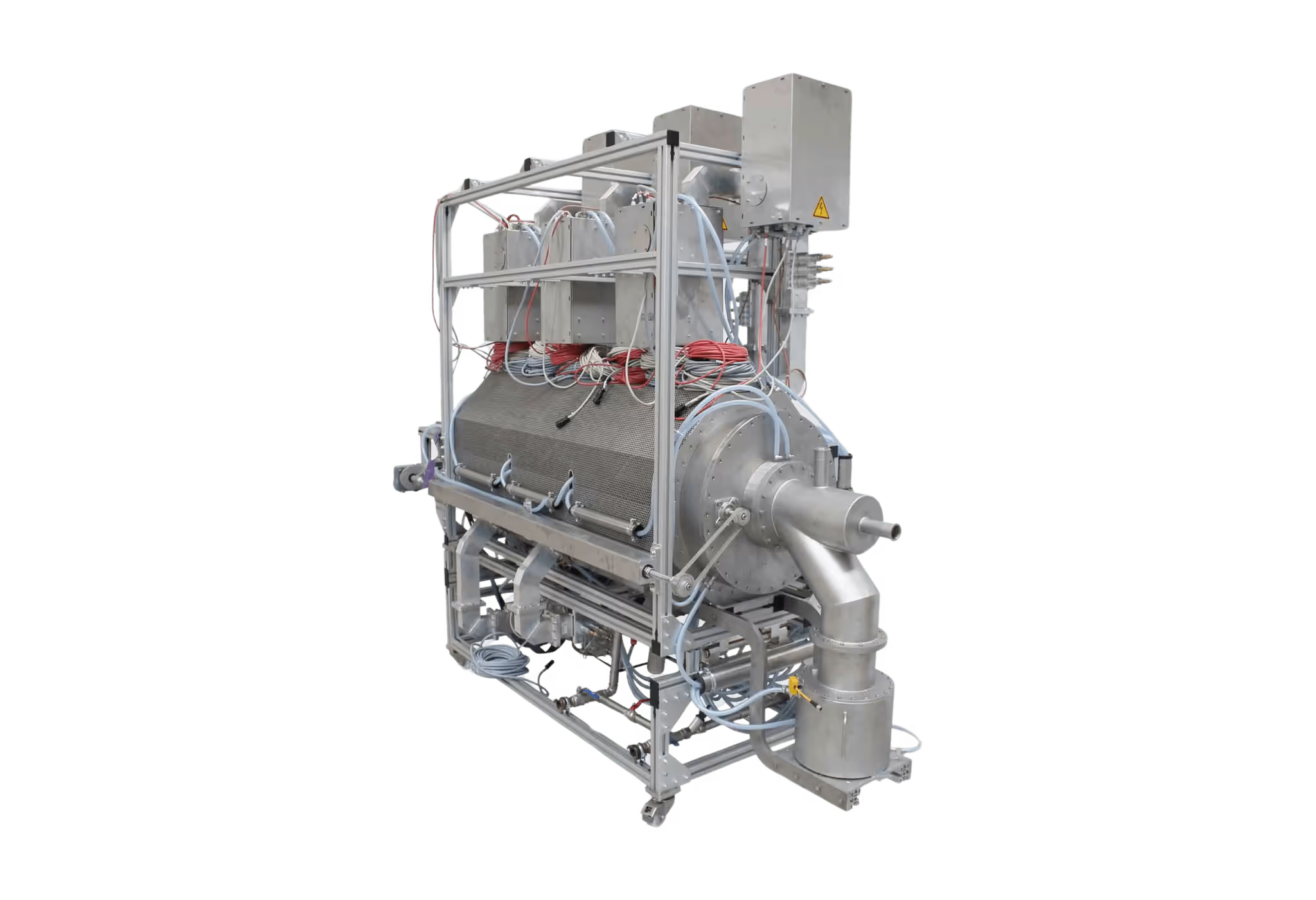
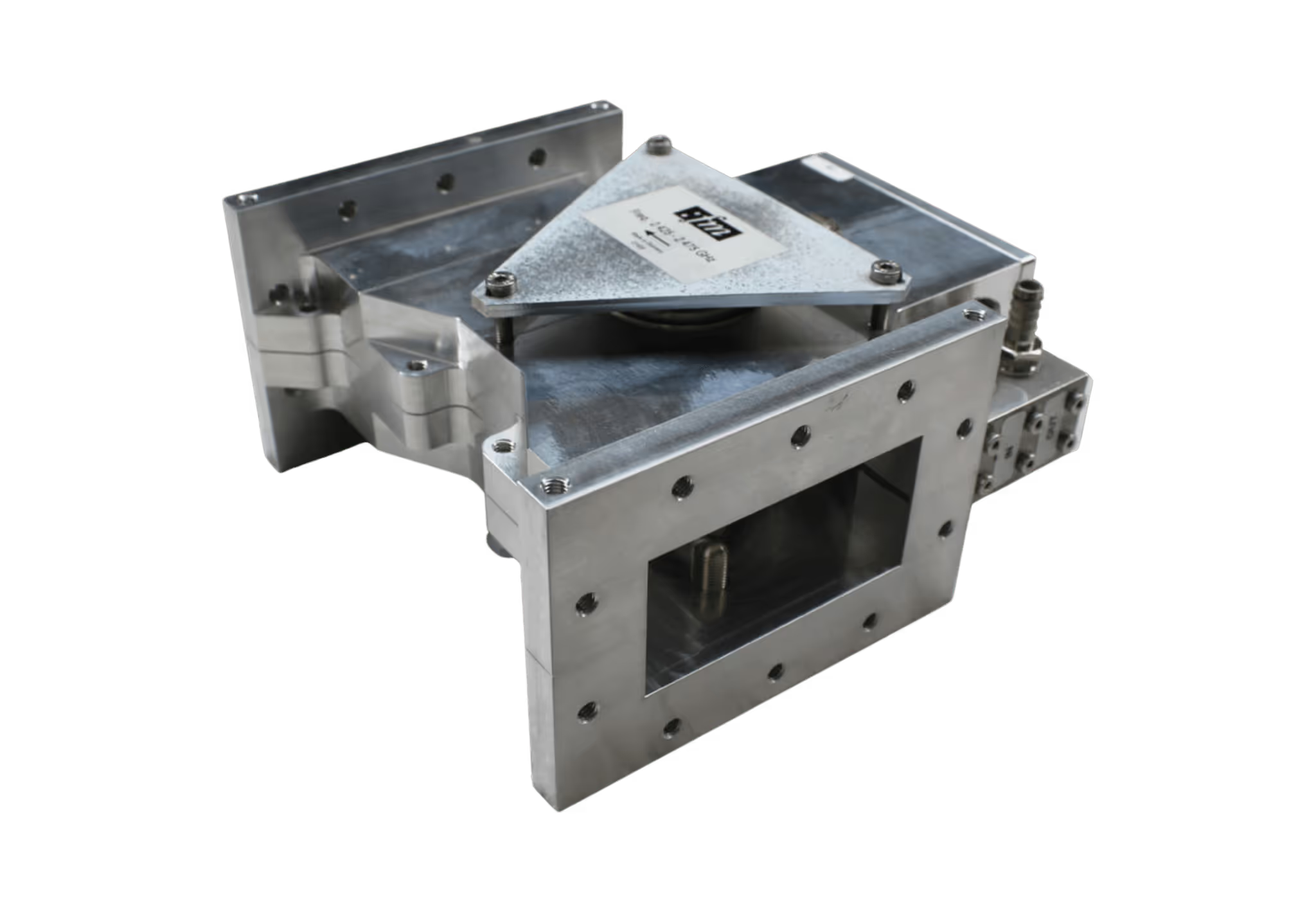
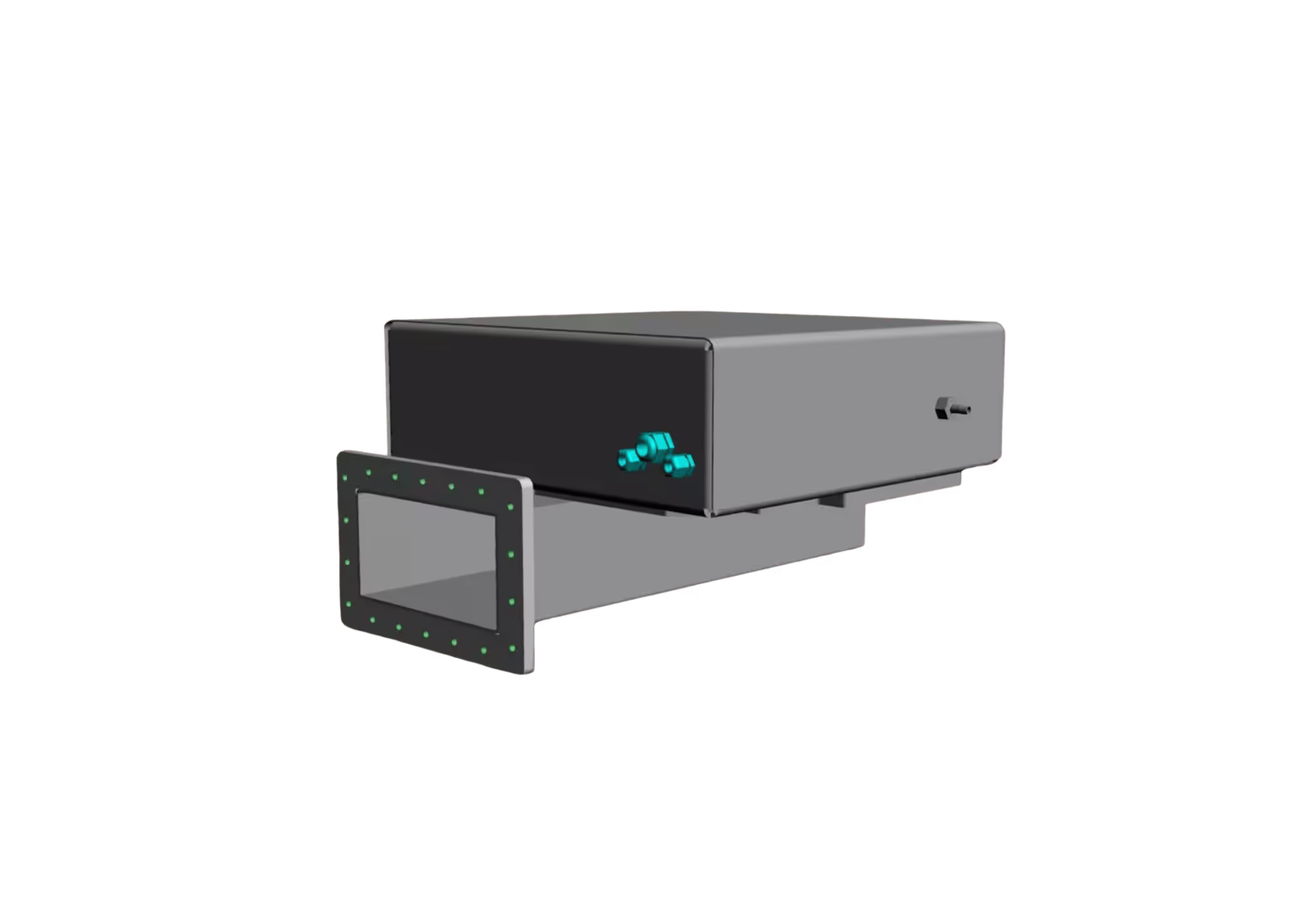
Microwave Chamber
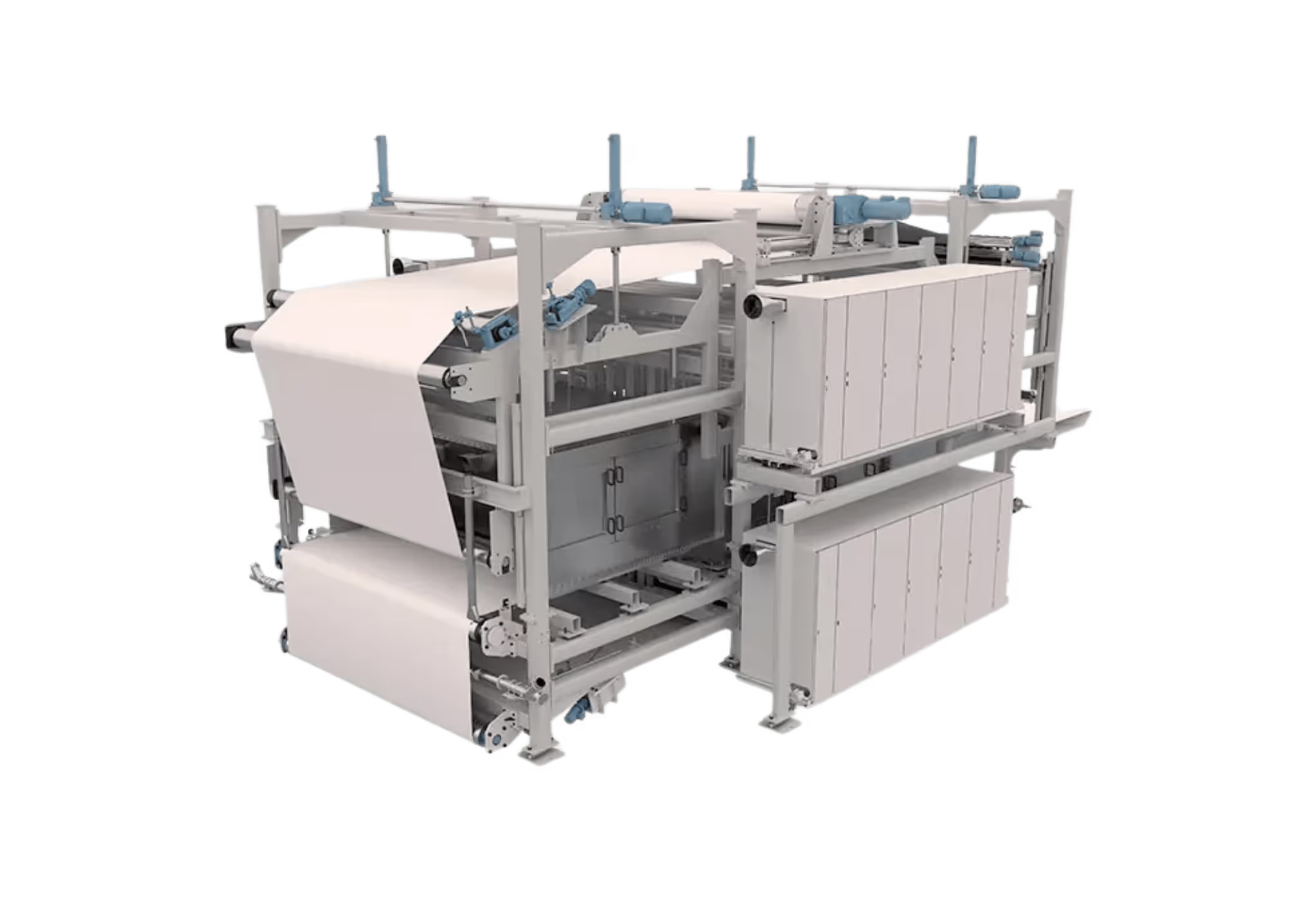
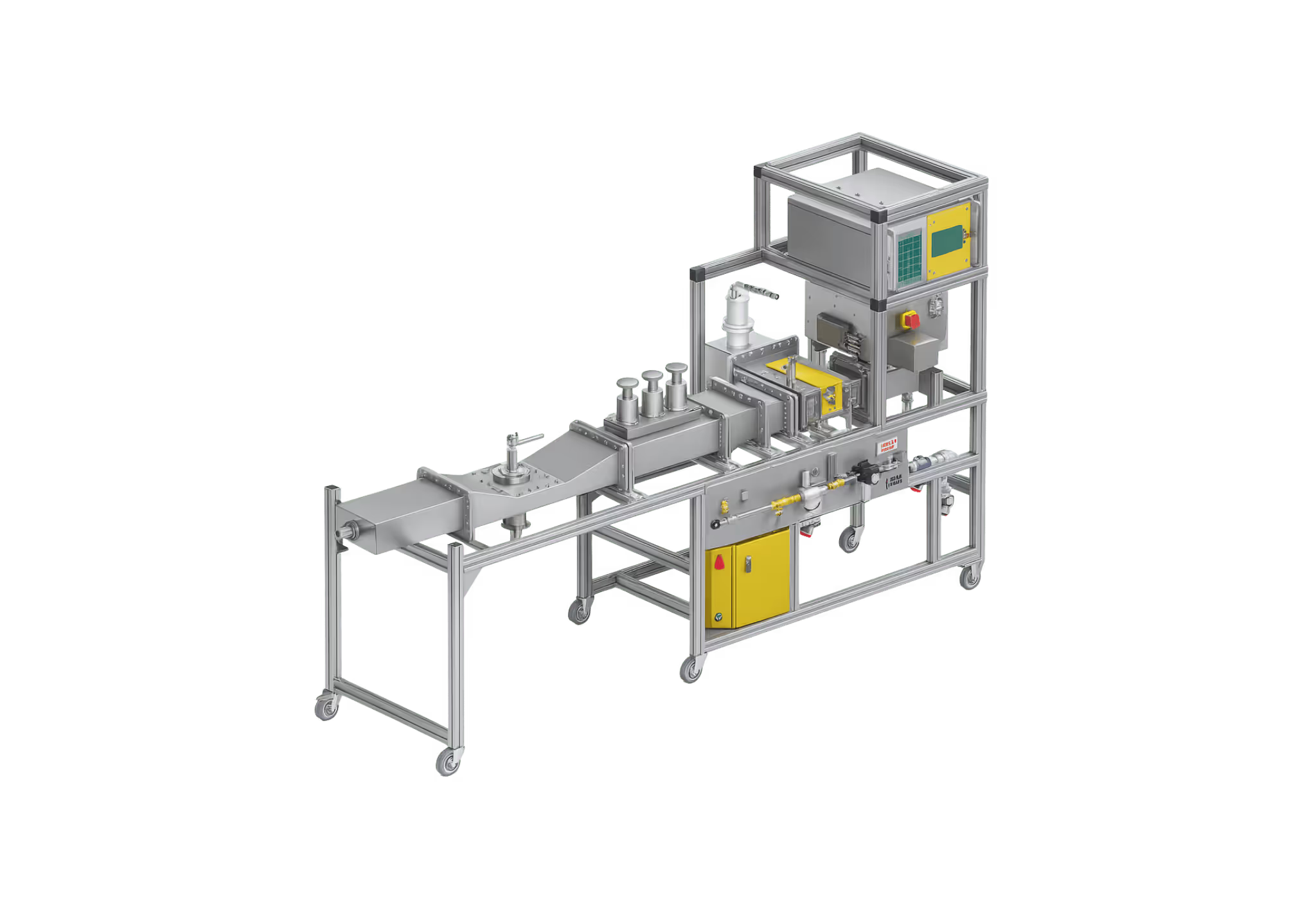
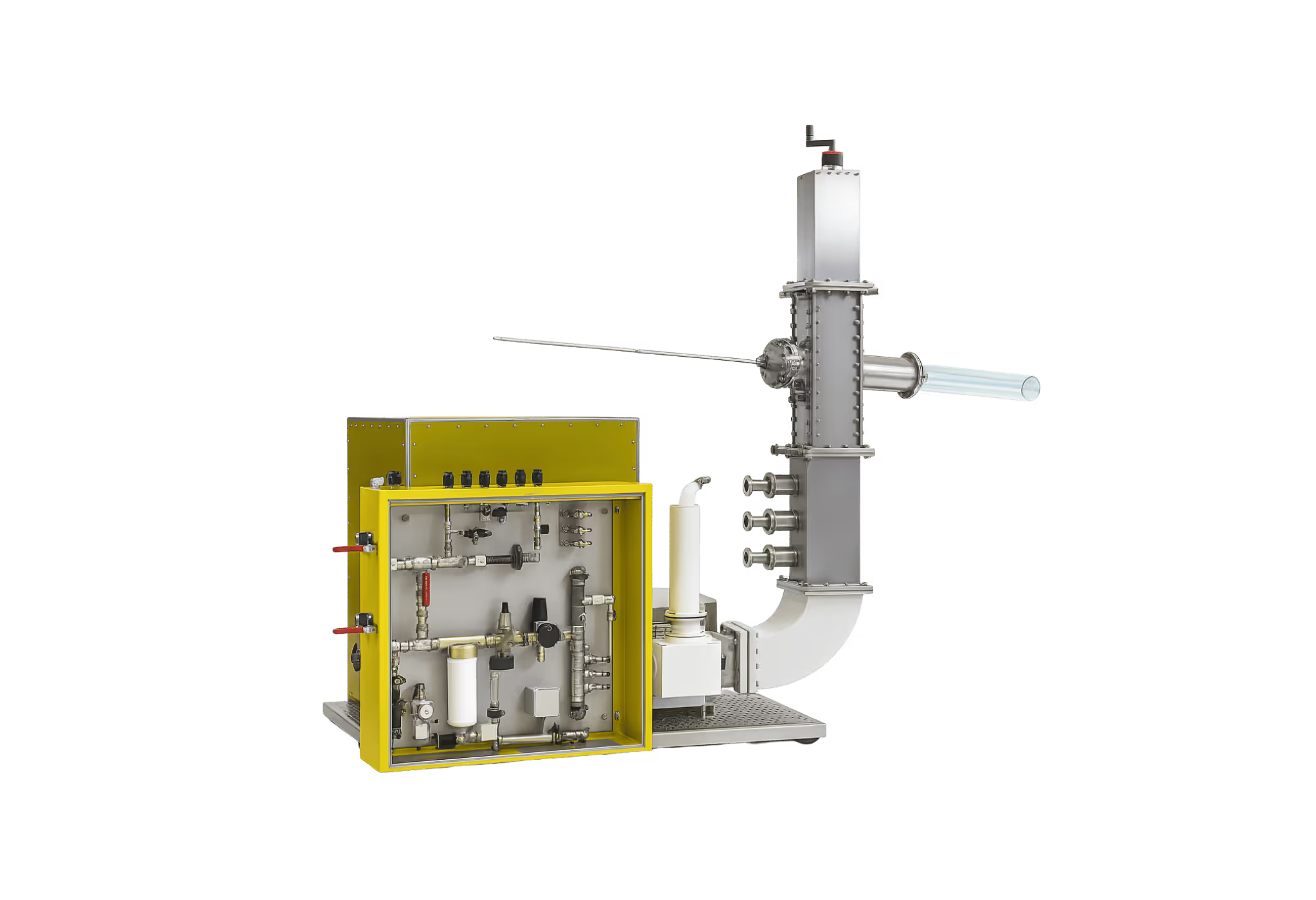
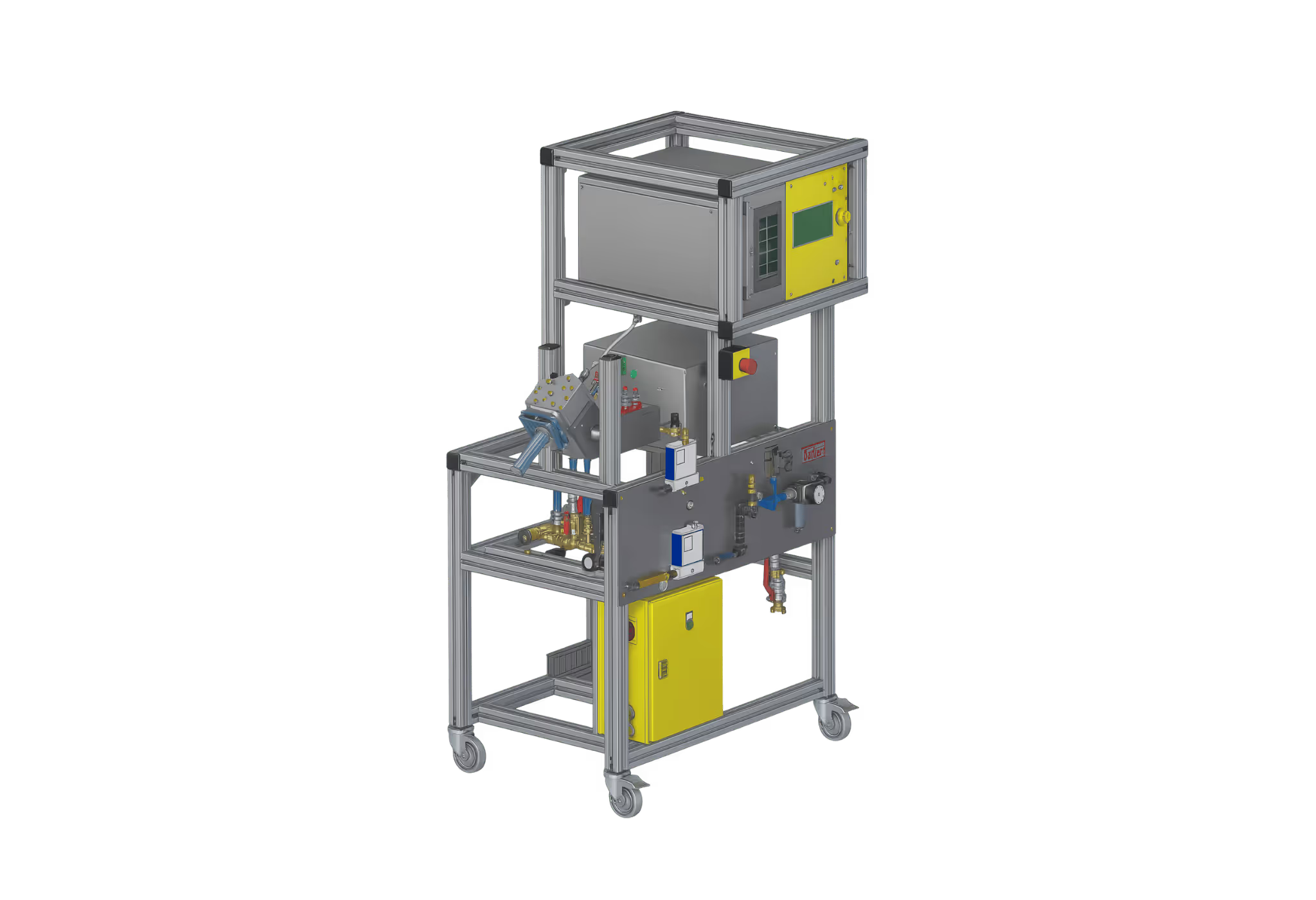
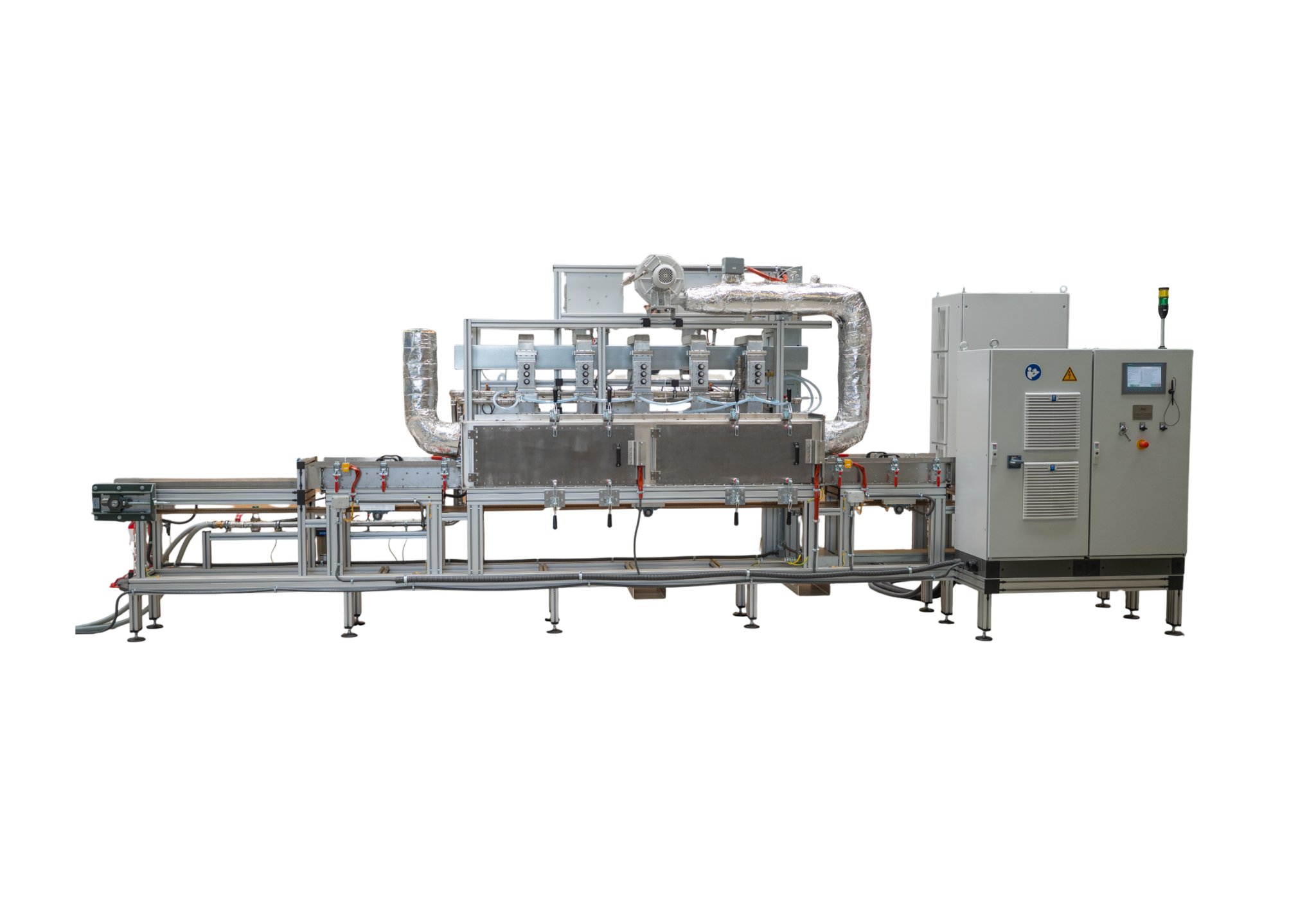
The continuous microwave heating system is designed for efficient heating of stone granulate to temperatures of up to 200 °C. The system features five 6 kW microwave generators with individually tunable applicators to maximize energy transfer into the material.
Specifications
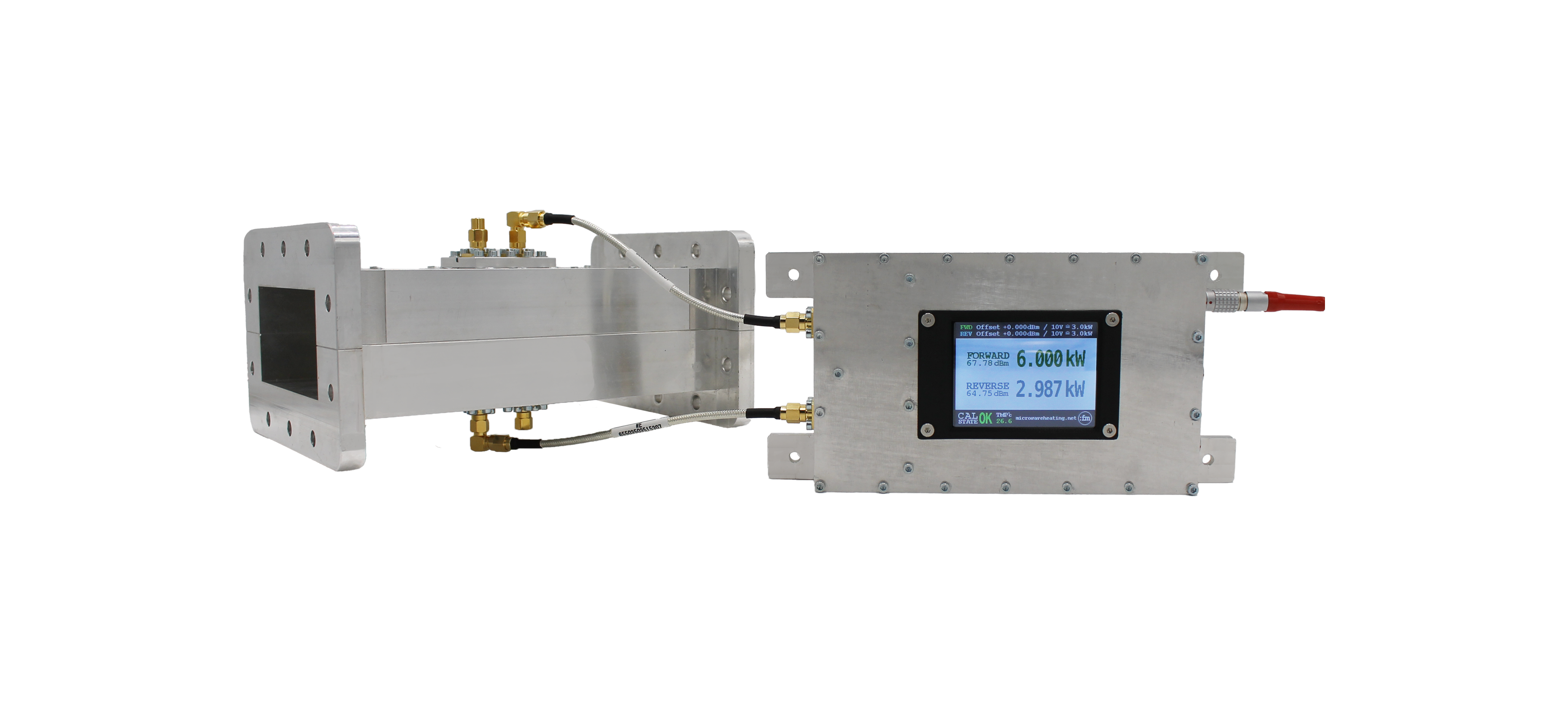
Technical Data
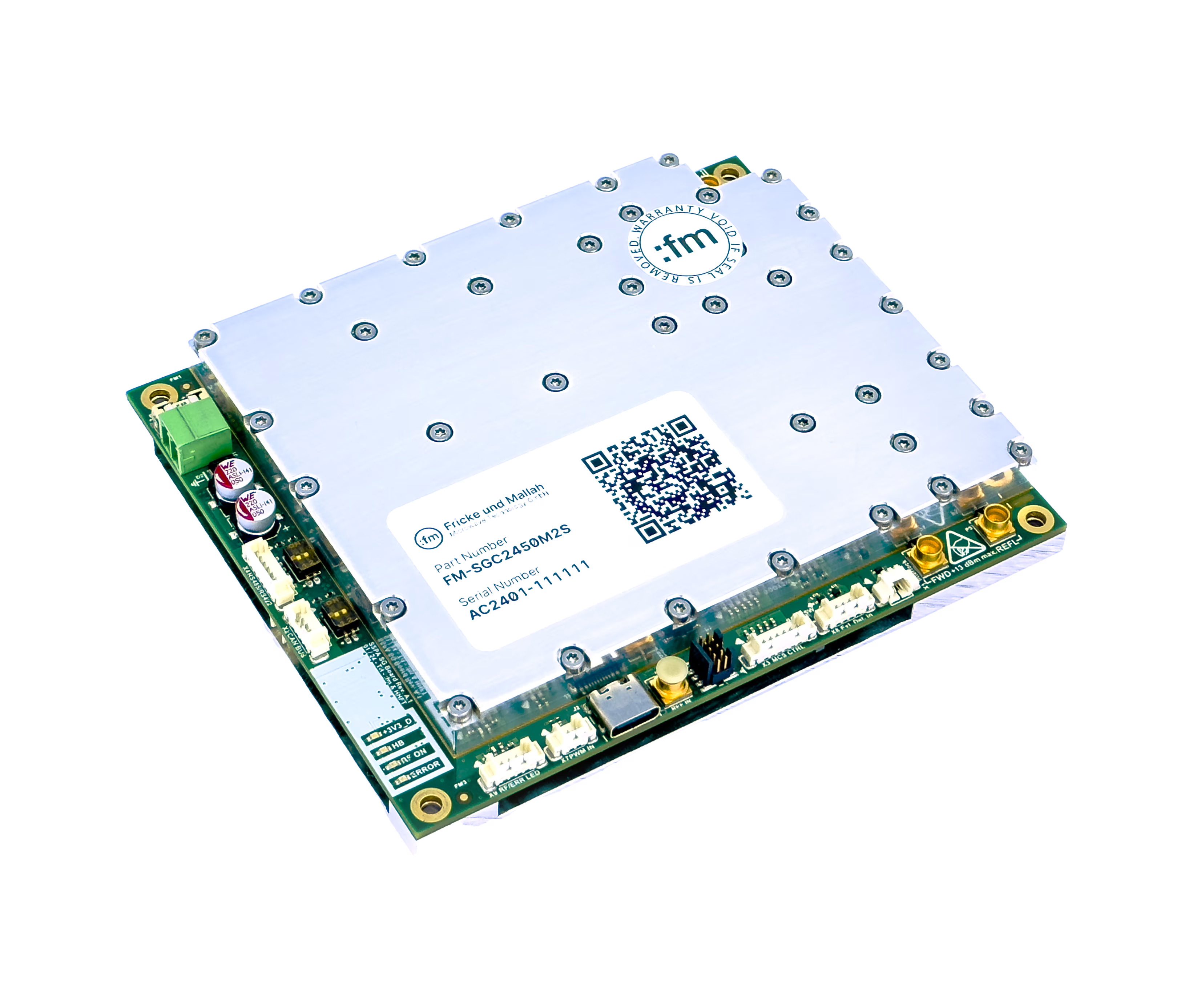
Microwave power
5 x 6 kW, 2.45 GHz
Operating temperature
Heating of stone granulate up to 200 °C
Dimensions
Overall width
mm
Overall height
2290
mm
Overall length
6430
mm
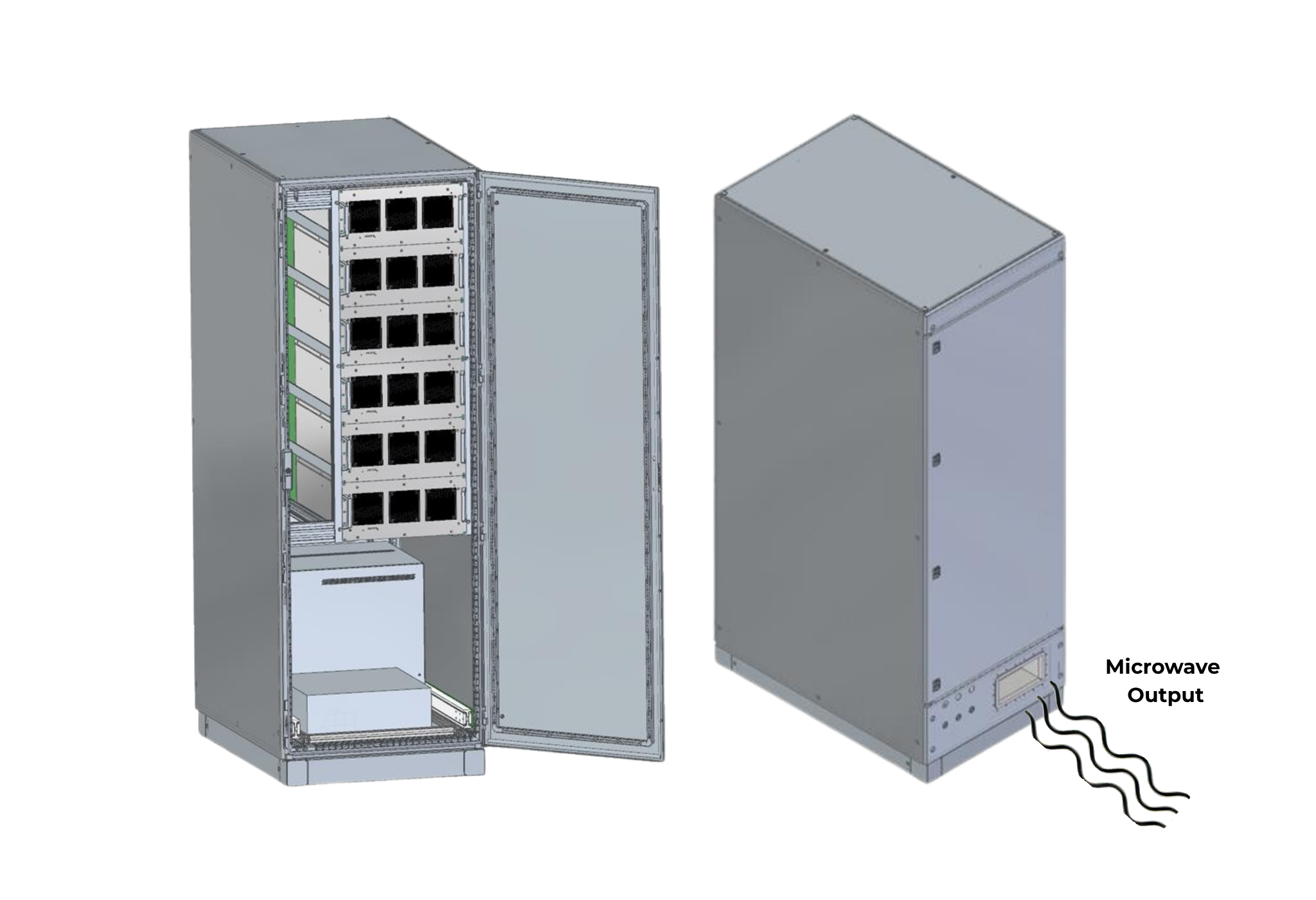
Description
The continuous microwave heating system is designed for efficient heating of stone granulate to temperatures of up to 200 °C. The system features five 6 kW microwave generators with individually tunable applicators to maximize energy transfer into the material.
The continuous microwave heating system is designed for efficient heating of stone granulate to temperatures of up to 200 °C. The system features five 6 kW microwave generators with individually tunable applicators to maximize energy transfer into the material. Integrated microwave absorber sections minimize radiation leakage, while a hot-air system provides additional process temperatures of up to 200 °C for optimized heating performance. Material is continuously transported through the system on a high-temperature, microwave-transparent conveyor belt, enabling uniform and energy-efficient processing.
The system can be customized and optimized to meet individual customer requirements and application needs. Please contact us.
Have we convinced you?
Get in touch with our team in just a few simple clicks through our website! Our experts will contact you as soon as possible.
