








.avif)
.avif)
.avif)





.avif)











.avif)
.avif)
.avif)
.avif)

























.avif)
.avif)
.avif)
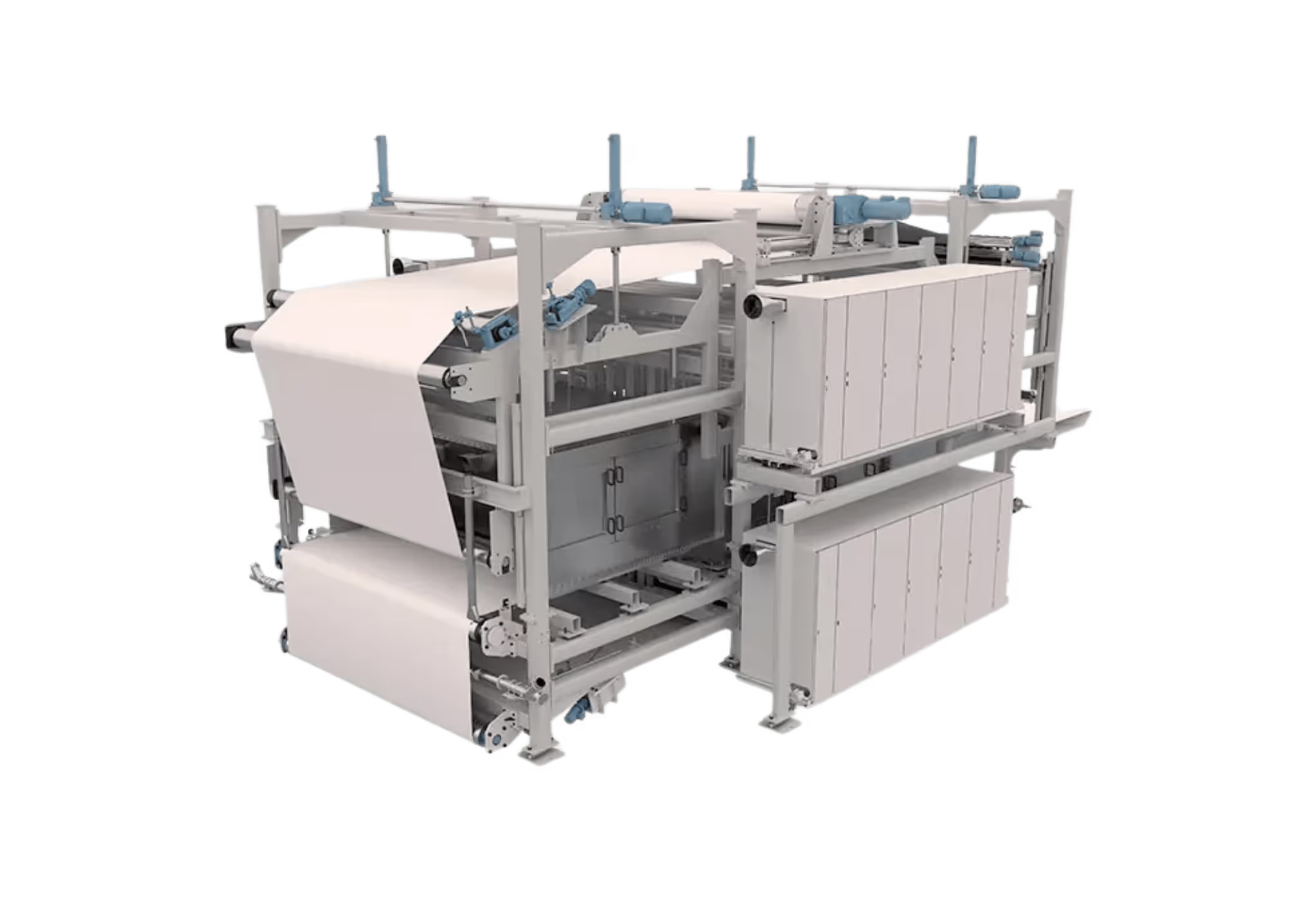
Tunnel Ovens
Innovative system concepts - Very high field homogeneity - Gentle process control - Consistent product quality - High system efficiency - Maximum availability - Cost-effectiveness - Standard-compliant system safety (CE)
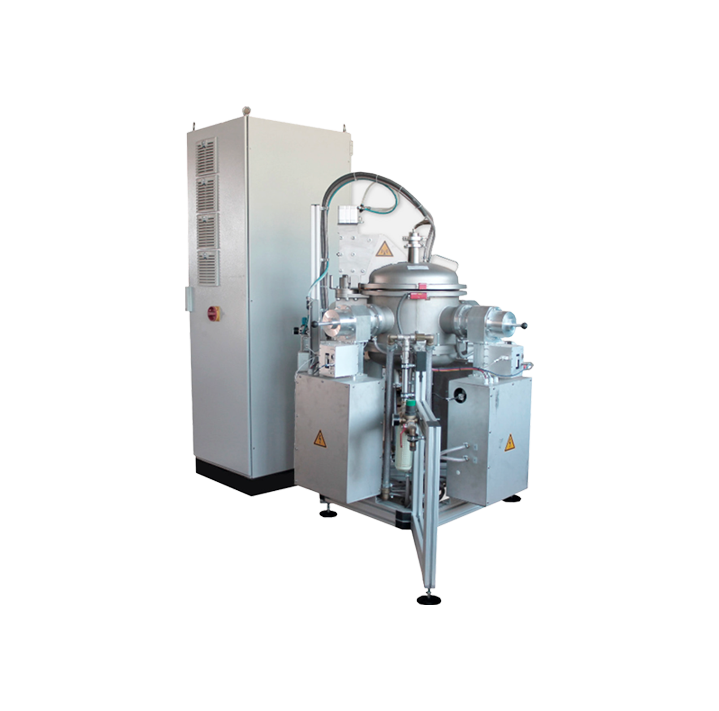
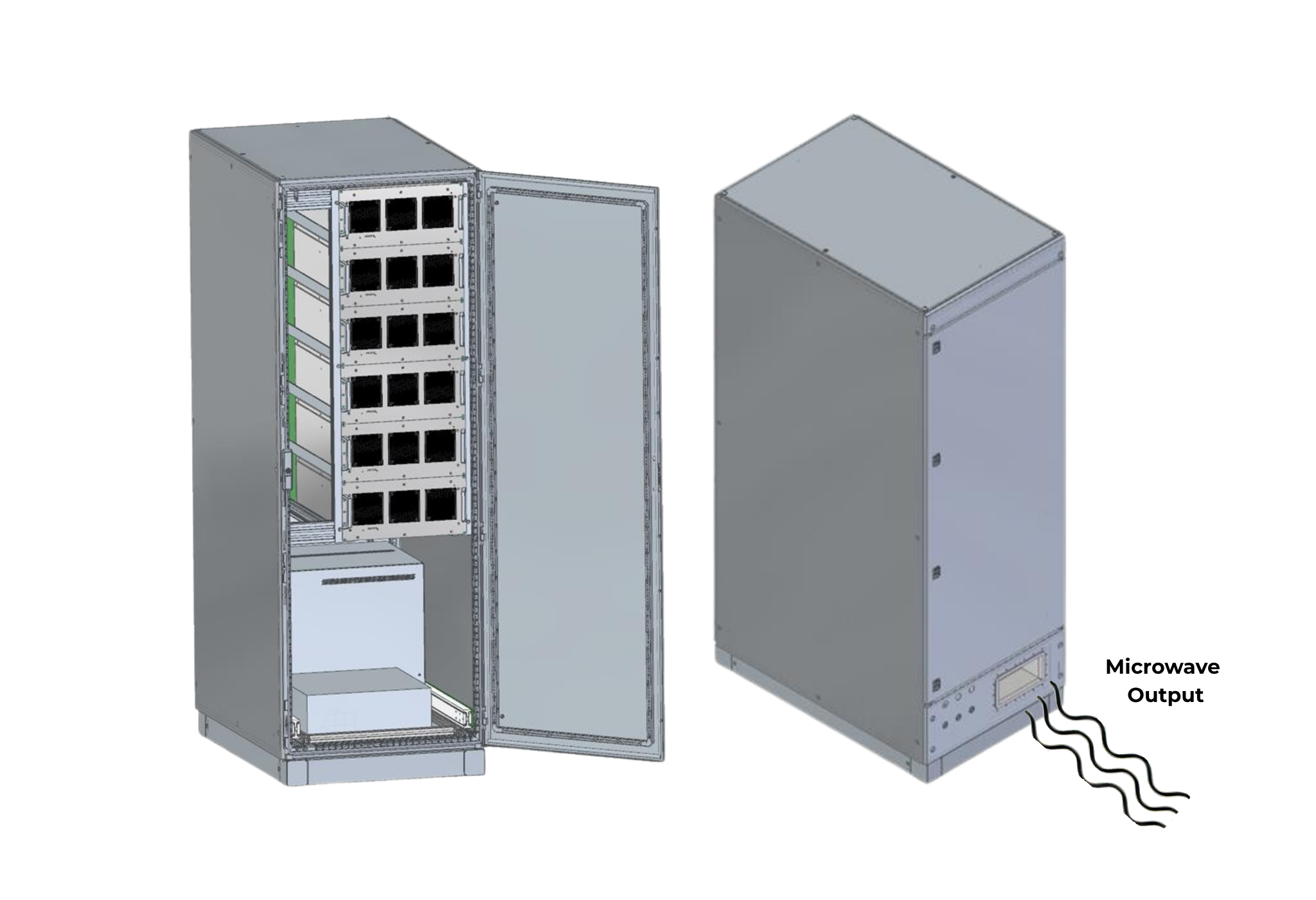
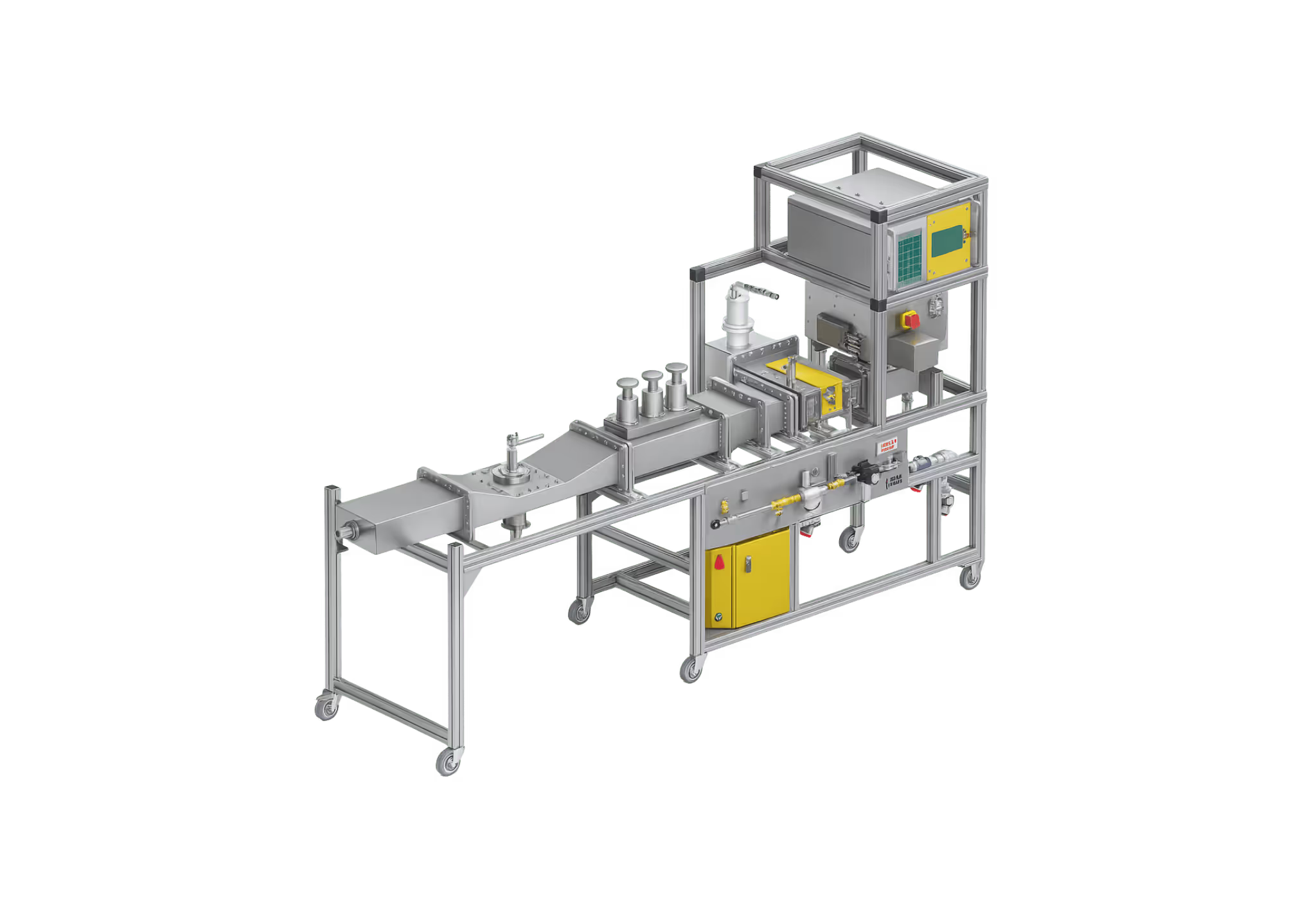
Continuous systems for drying and heating
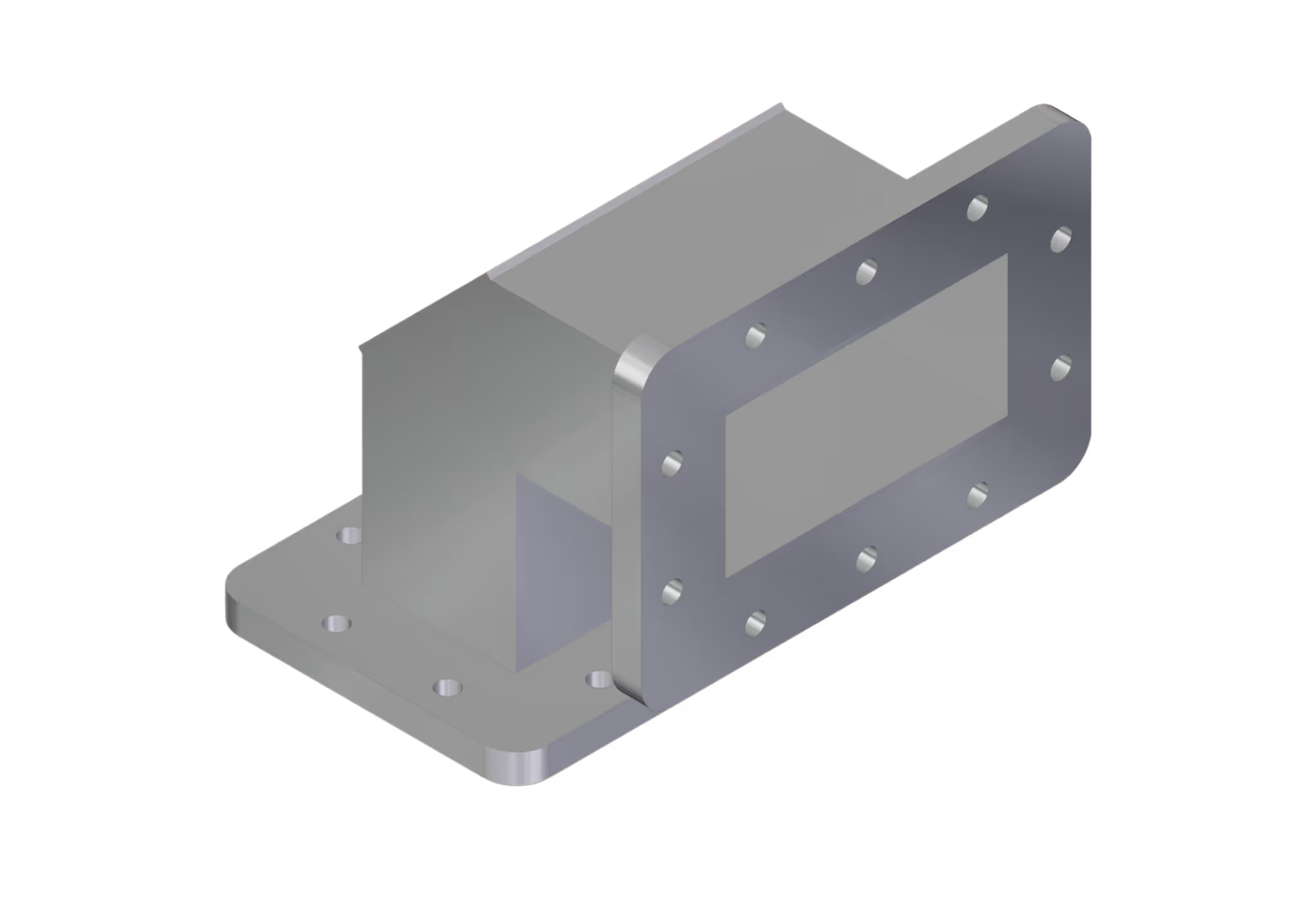
Microwave continuous flow systems are used for drying, preheating and heating in continuous operation and enable fast, automated processes. Typical applications include drying technical ceramics, preheating wood fibres, wood gluing, rubber vulcanization, pasteurization of ready meals and sterilization of packaged foods. Hybrid solutions with hot air, IR, gas or plasma are possible for optimum results.
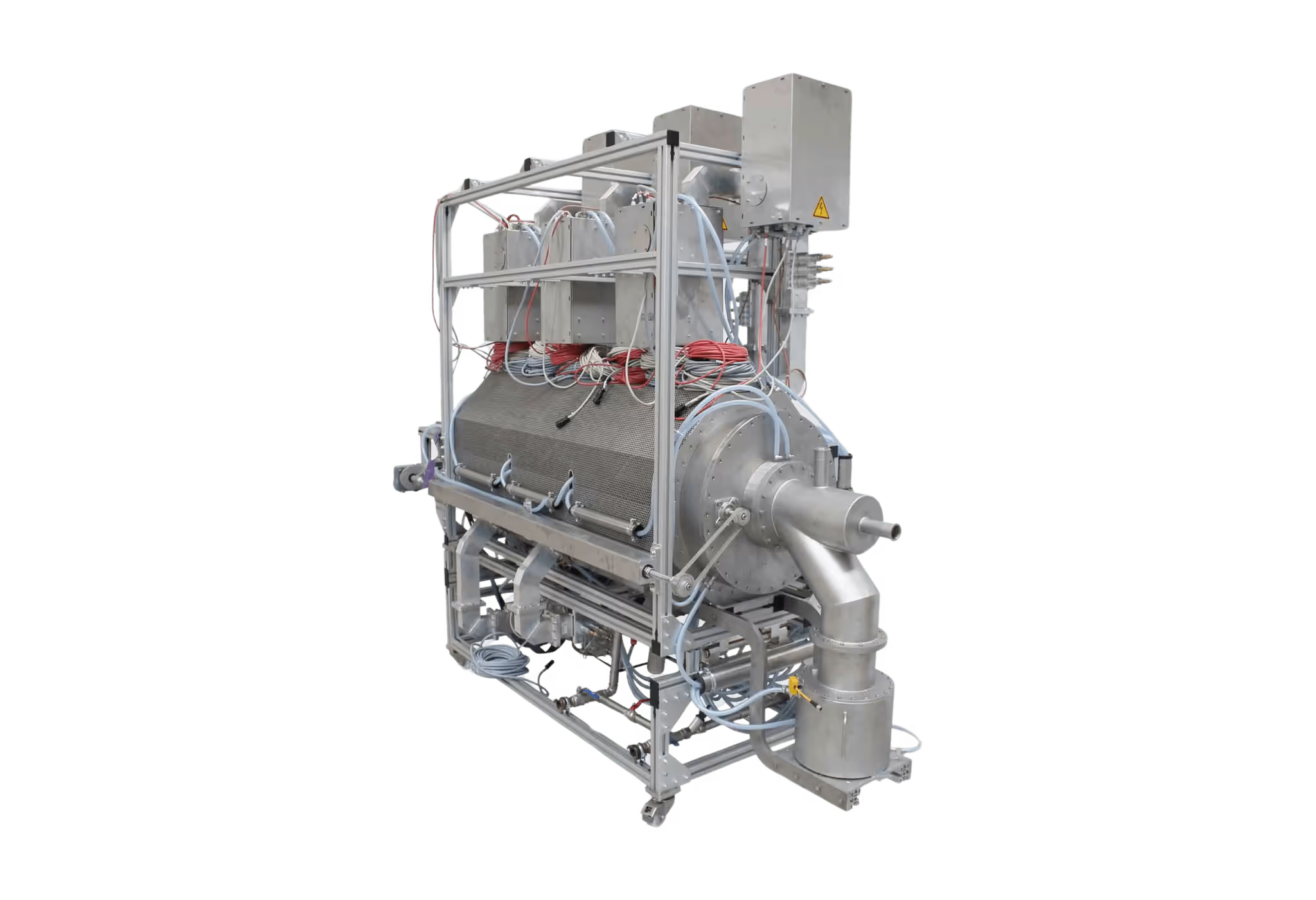
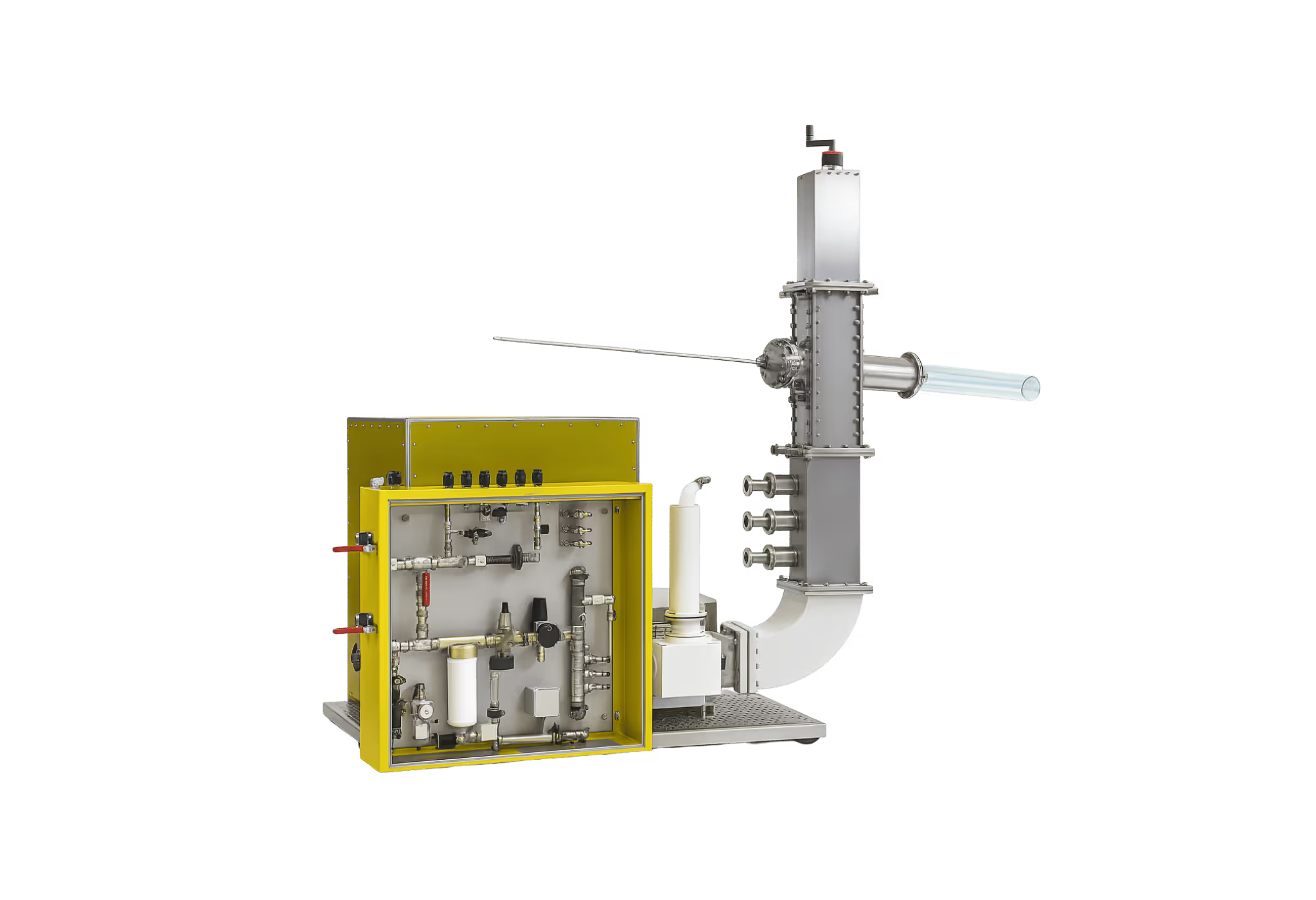
High field homogeneity, efficiency and optimized space requirements
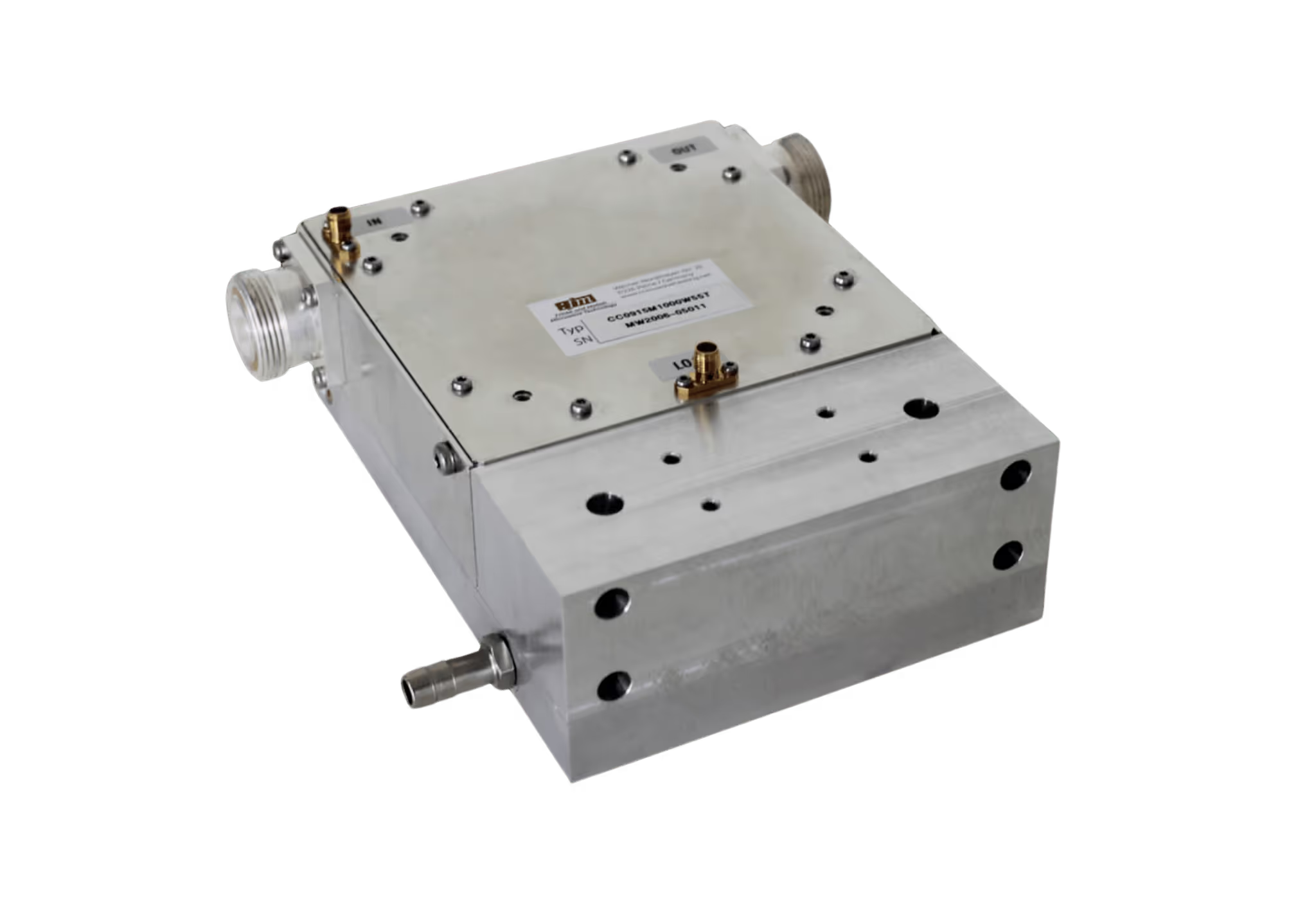
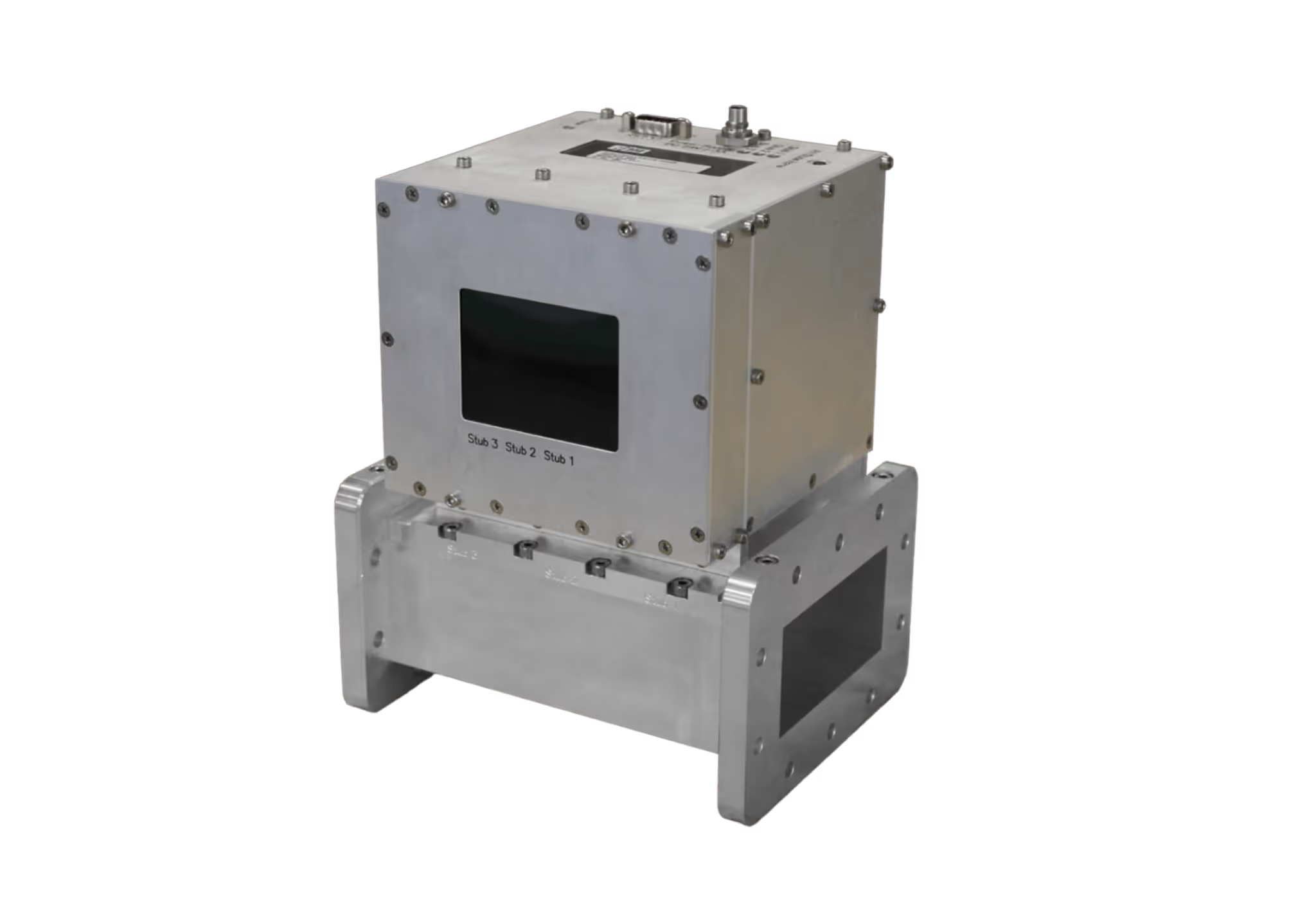
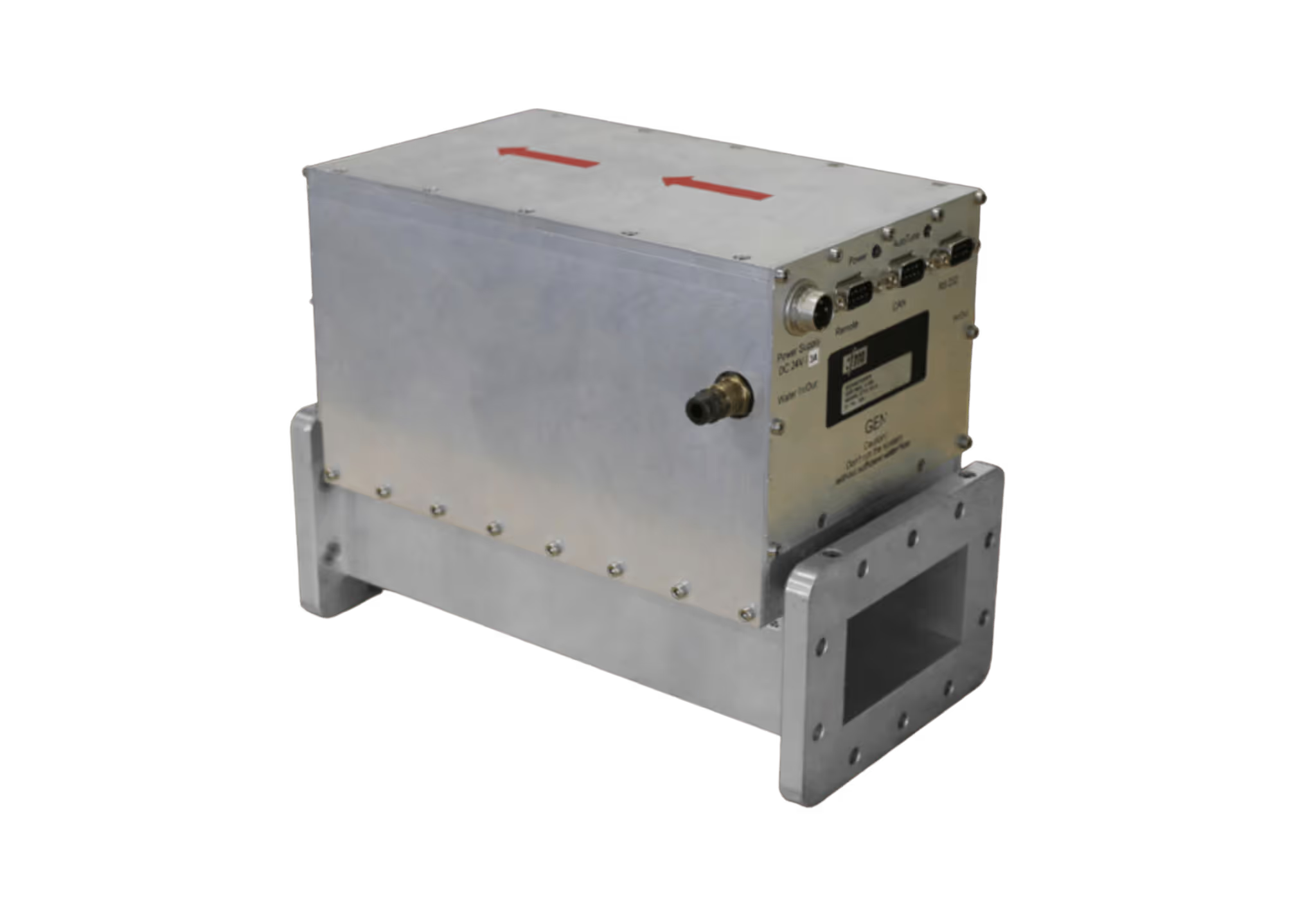
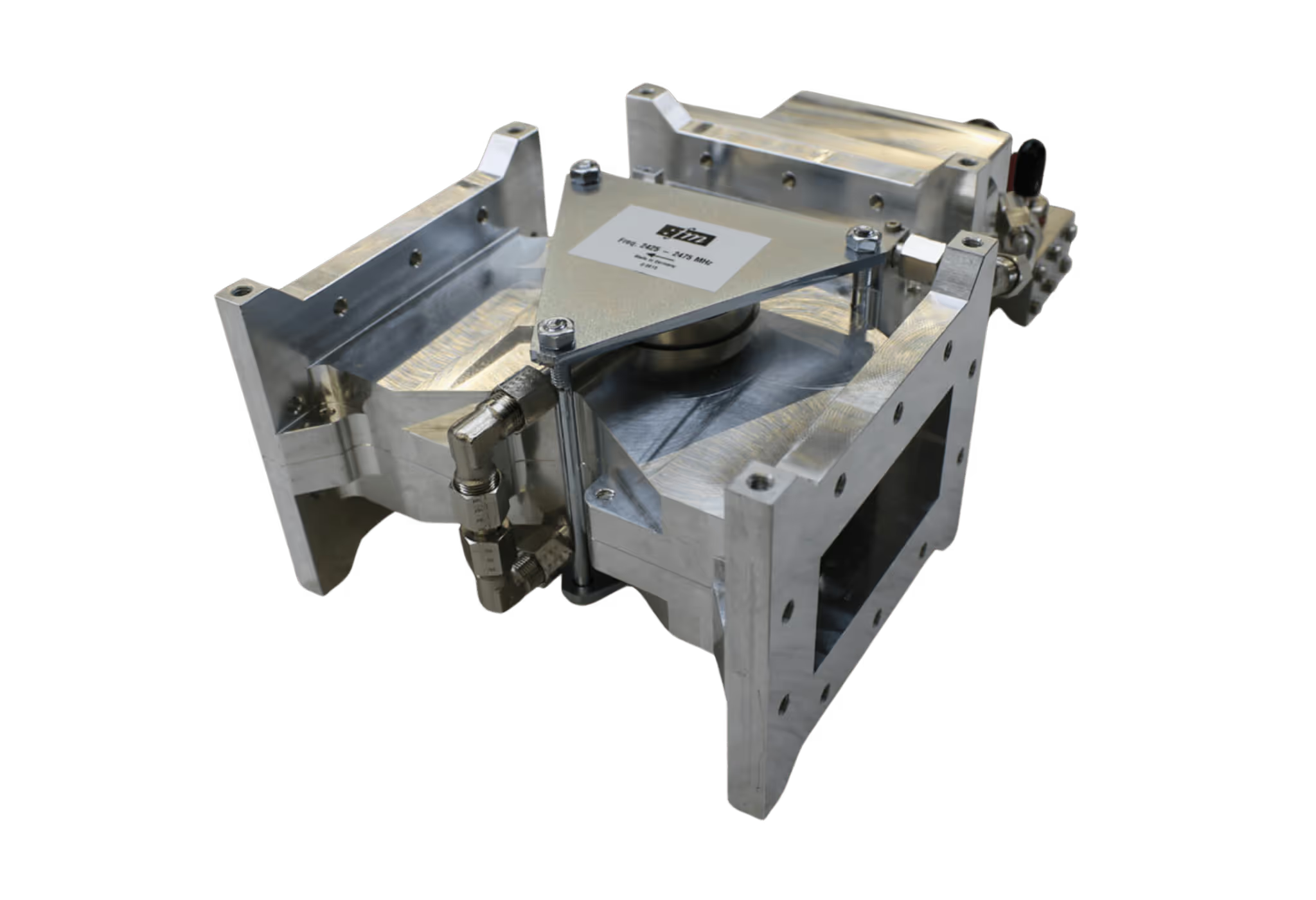
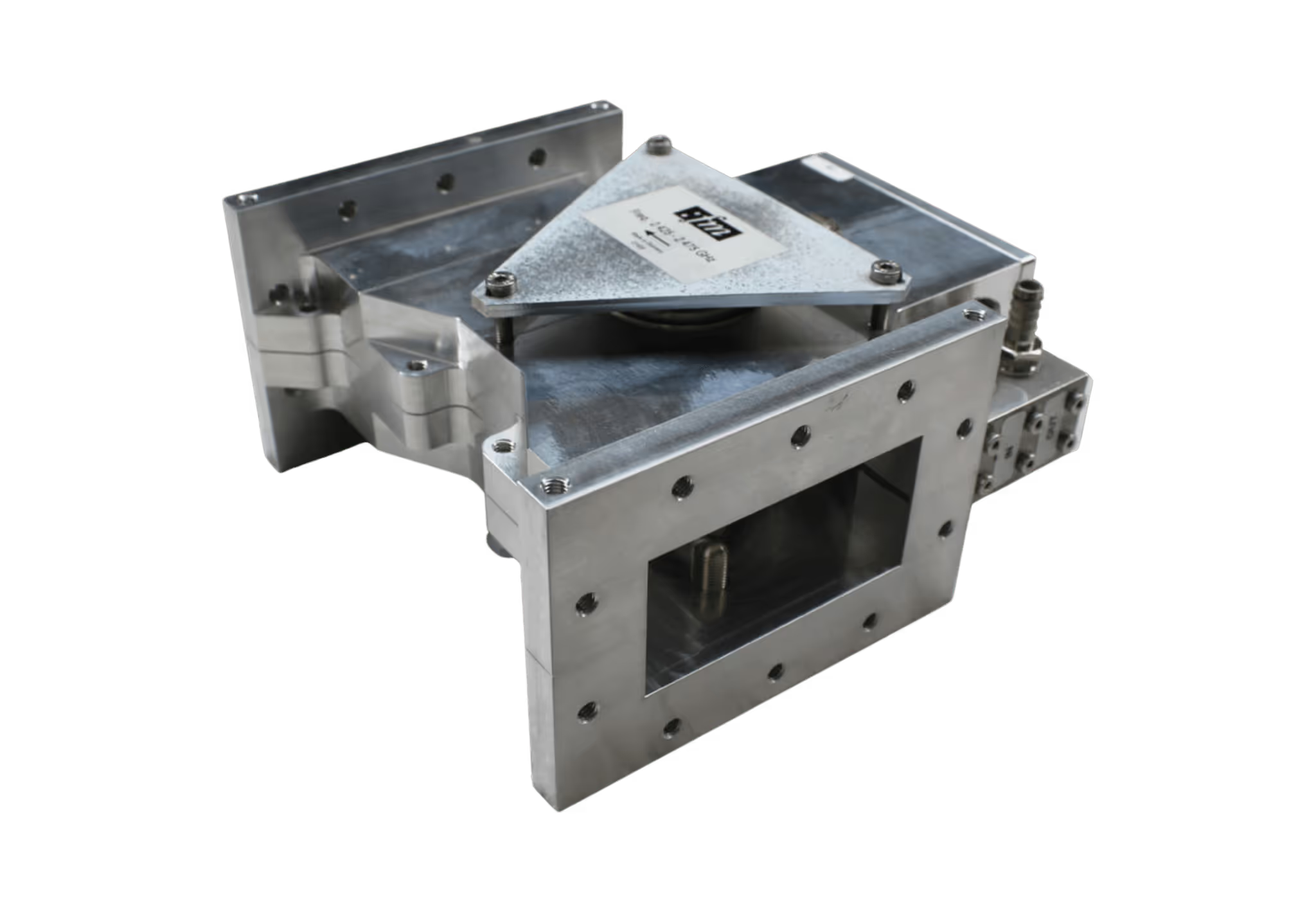
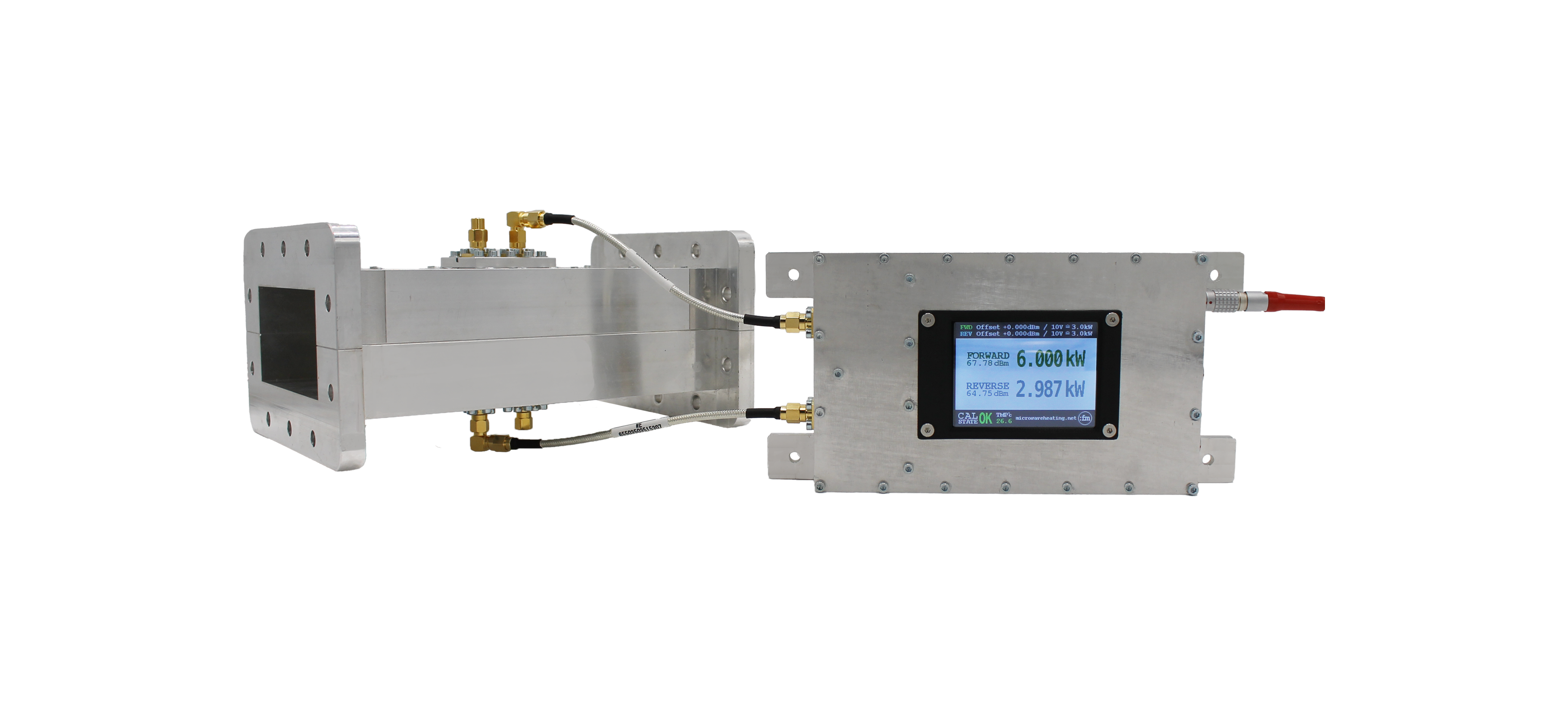
Our microwave pass-through systems with coupling systems (antennas) and power-time profile are developed using electromagnetic and thermodynamic simulation and confirmed by tests. This results in a homogeneous field distribution adapted to the application. A measuring station developed by Fricke and Mallah enables simulations in the range from 915 MHz to 2.45 GHz and up to 1500 °C. This allows optimum frequency, field and temperature homogeneity and penetration depth to be determined. The automatic power calculation increases efficiency and prevents microwave leakage.


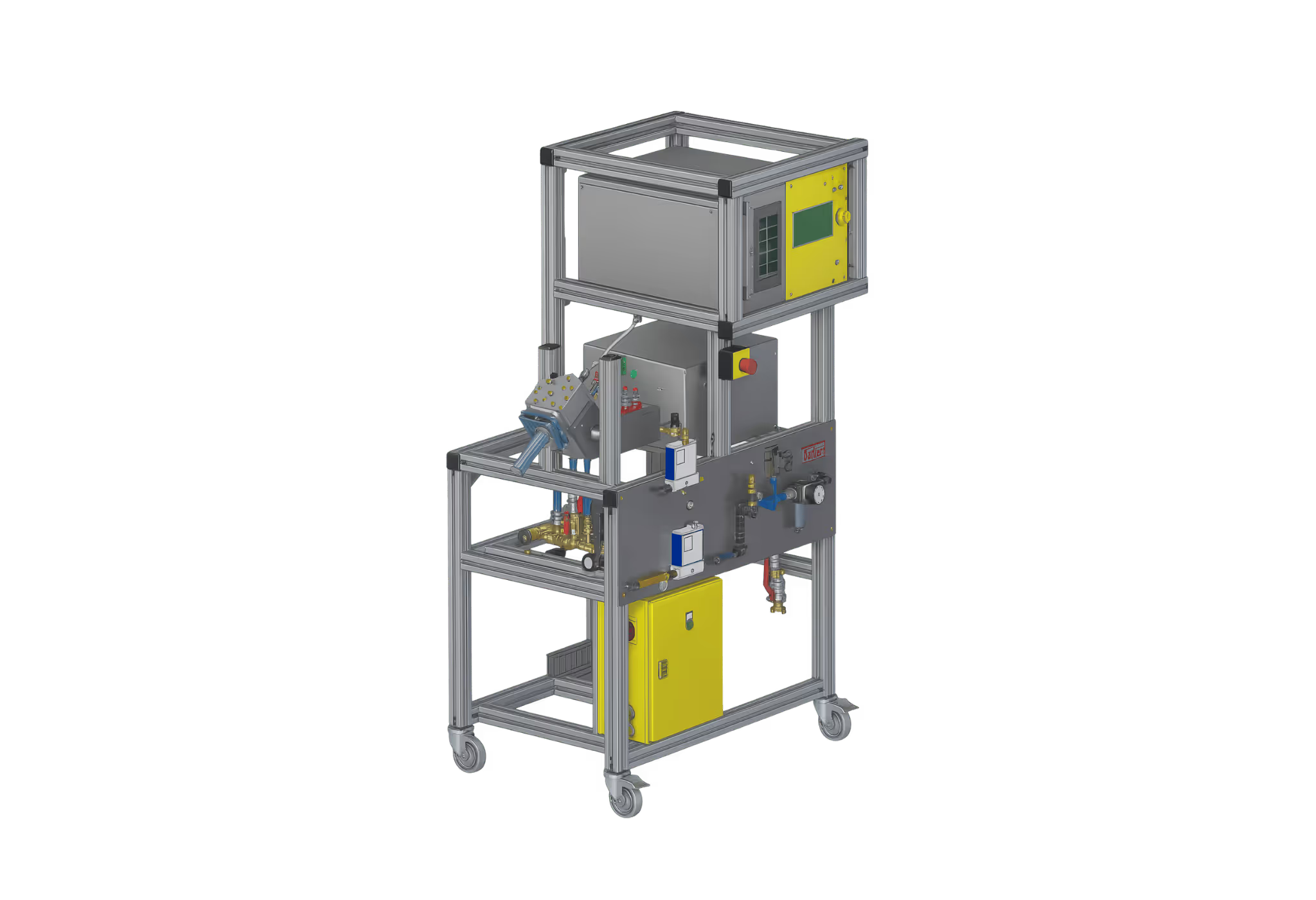
Product and process trials for your individual application
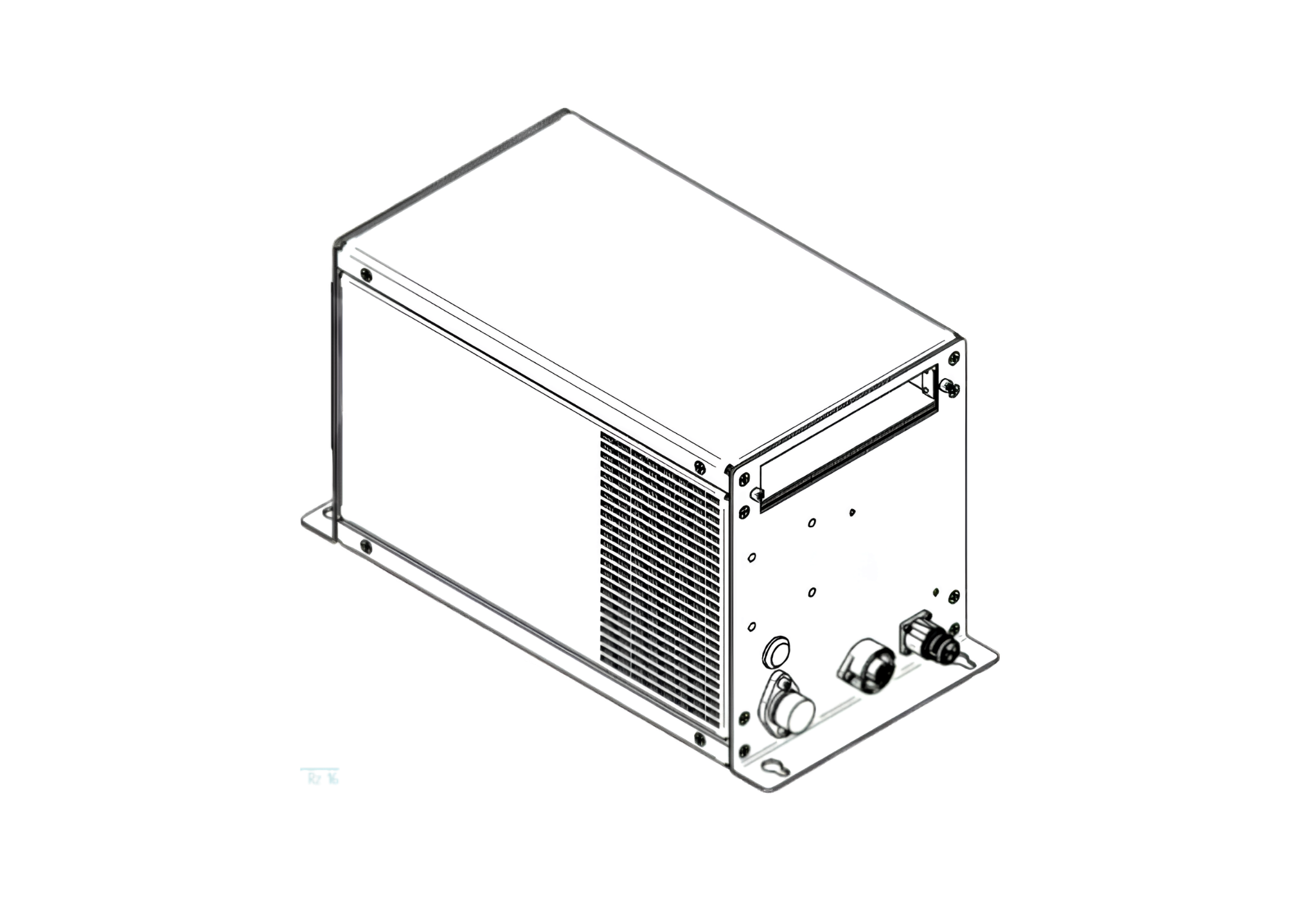
For practical and professional microwave tests, which primarily serve to determine the behavior of the product to be treated in the microwave or plasma field, support the process design and the creation of a specification sheet, the following systems are available in our technical center:
All test systems are mobile and can be rented for tests at our site or at almost any other location.
The key features of our continuous flow systems
Have we convinced you?
